
















 172 / 460
172 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
172
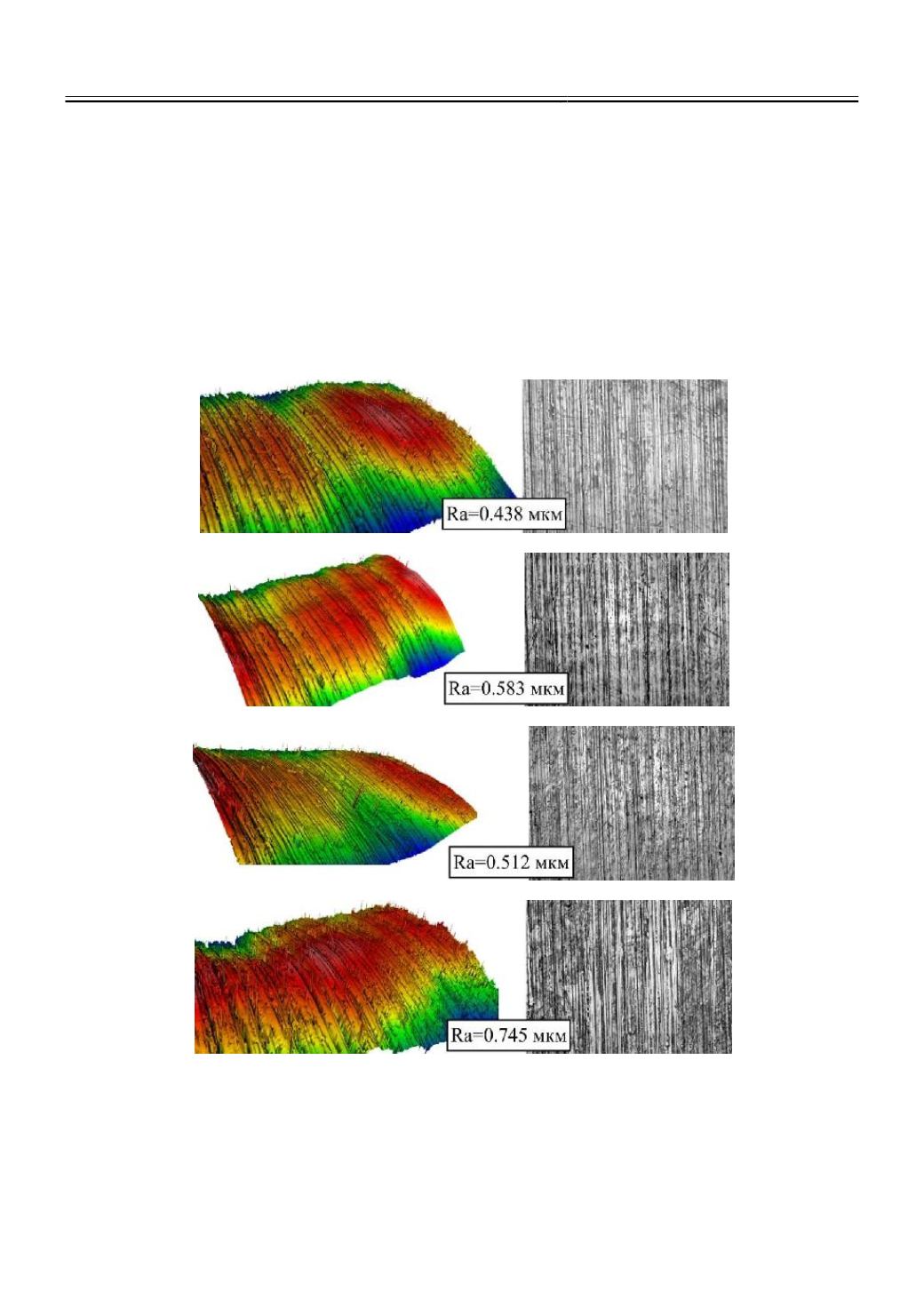
Из анализа данных видно, что на величину шероховатости существенно влияют
величина подачи
S
выг
и радиус сферы алмаза
R
. При увеличении
R
параметр
Ra
уменьшается,
что объясняется большей кратностью приложения нагрузки, т.е. большим числом циклов
нагружений в каждой точки обрабатываемой поверхности (рис. 2, а, б). Увеличение подачи
способствует увеличению
Ra
, что связано с уменьшением кратности приложения нагрузки
(рис. 2 в, г). При
S
выг
<0,019 мм/об. наблюдается ухудшение шероховатости. Данное явление
можно объяснить пластическим искажением микропрофиля и перенаклёпом поверхностного
слоя. Увеличение радиальной нагрузки при постоянном радиусе выглаживателя приводит к
росту шероховатости, вследствие того, что увеличивается глубина внедрения алмаза в
обрабатываемую поверхность. Индентор выдавливает больший объём металла в сторону
выглаженной поверхности. В результате его пластического течения происходит наибольшее
а)
б)
в)
г)
Рис. 2.
Шероховатость поверхности после выглаживания:
а)
Ra
= 0,438 мкм:
V
выг
= 50 м/мин,
S
выг
= 0,024 мм/об.,
Рy
= 125 Н,
R
= 2 мм;
б)
Ra
= 0,583 мкм:
V
выг
= 50 м/мин,
S
выг
= 0,024 мм/об.,
Рy
= 125 Н,
R
= 1 мм;
в)
Ra
= 0,512 мкм:
V
выг
= 50 м/мин,
S
выг
= 0,019 мм/об.,
Рy
= 100 Н,
R
= 1 мм;
г)
Ra
= 0,745 мкм:
V
выг
= 50 м/мин,
S
выг
= 0,047 мм/об.,
Рy
= 100 Н,
R
= 1 мм.