















 75 / 146
75 / 146

Актуальные проблемы в машиностроении
. Том 4. № 4. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
75
Решением задачи создания баллера с таким комплексом свойств явился приём выпол-
нения его в виде сборочного изделия, собранного сваркой из отдельных деталей, каждая из
которых в отдельности обеспечит нужные механические характеристики.
Обследованные валы входили в состав винторулевых колонок, которыми были осна-
щены суда типа «Балт Флот». Эти суда представляют собой комбинированное судно-
площадка/танкер дедвейтом 5 589 тонн. В первую же навигацию сломались четыре баллера,
отработав всего несколько месяцев с момента постройки.
Целью данной работы явилось определение причины разрушения баллеров ВРК на
теплоходах типа «Балт Флот», определение технического состояния неразрушенных сварных
соединений шлицевых втулок вертикальных валов ВРК и выработка технологических реко-
мендаций по предотвращению подобных поломок.
Материалы и методика экспериментального исследования
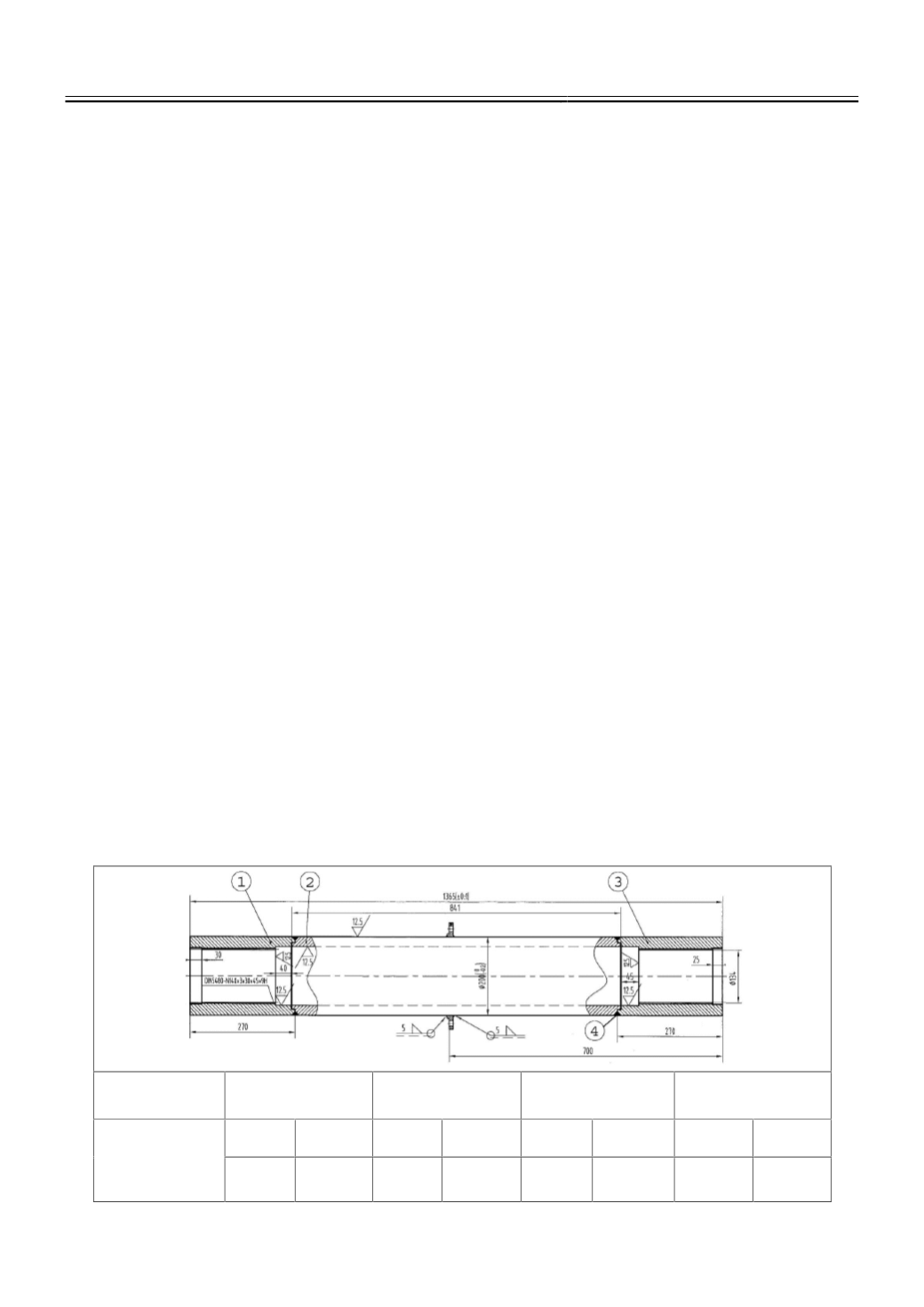
Представленное на рисунке в таблице 1 изделие состоит из средней части, изготов-
ленной из бесшовной трубы, прокатанной из качественной углеродистой стали (0,32 – 0,39%
углерода по Национальному стандарту КНР GB/T 17395-2008. Dimensions, shapes, masses and
tolerances of seamless steel tubes). В средней части к баллеру угловым двусторонним швом с
катетами по 5 мм, приварен фланец, изготовленным из такой же стали.
По концам полого вала располагаются шлицевые втулки, которые сопрягаются со
средней полой цилиндрической частью буртиками по посадке с гарантированным зазором
170 Н7/g6. Шлицевые втулки приварены к средней части стыковым швом с V-образной
разделкой кромок. Скосы разделки по 45
, высота шва – 10 мм. Усиление валика шва снято
заподлицо с наружным диаметром вала с помощью ручного шлифовального инструмента.
Материал втулки – легированная хром-молибденовая сталь 42 Cr Mo по Националь-
ному стандарту КНР GB/T 3077-1999 The Technical Conditions of Alloy Structure Steel (С -
0,38 – 0,45 %; Si - 0,17 – 0,37 %; Mn - 0,50 – 0,80 %; Cr - 0,90 – 1,20 %; Mo - 0,15 – 0,25 %).
По свариваемости сталь 35 относится к сталям с ограниченной свариваемостью, сталь
42 Cr Mo – трудносвариваемая сталь.
Твёрдость поверхности фрагментов валов определялась с использованием переносно-
го твердомера МЕТ-УД. Результаты измерений представлены в таблице 1.
Таблица 1
Твёрдость поверхности деталей вертикальных валов ВРК
№№ позиций 1 – втулка шлице-
вая (обломок)
2 – труба бесшовная 3 – втулка шлицевая 4 -Шов сварной сты-
ковой
Показатели твёр-
дости
HRC HB
,
МПа
HRC HB
,
МПа
HRC HB
, МПа
HRC HB
,
МПа
45-53 4670-
4800
–
1590-
1780
45-53
4700-
4800
10,7-
11,0
1790-
1900