















 81 / 146
81 / 146

Актуальные проблемы в машиностроении
. Том 4. № 4. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
81
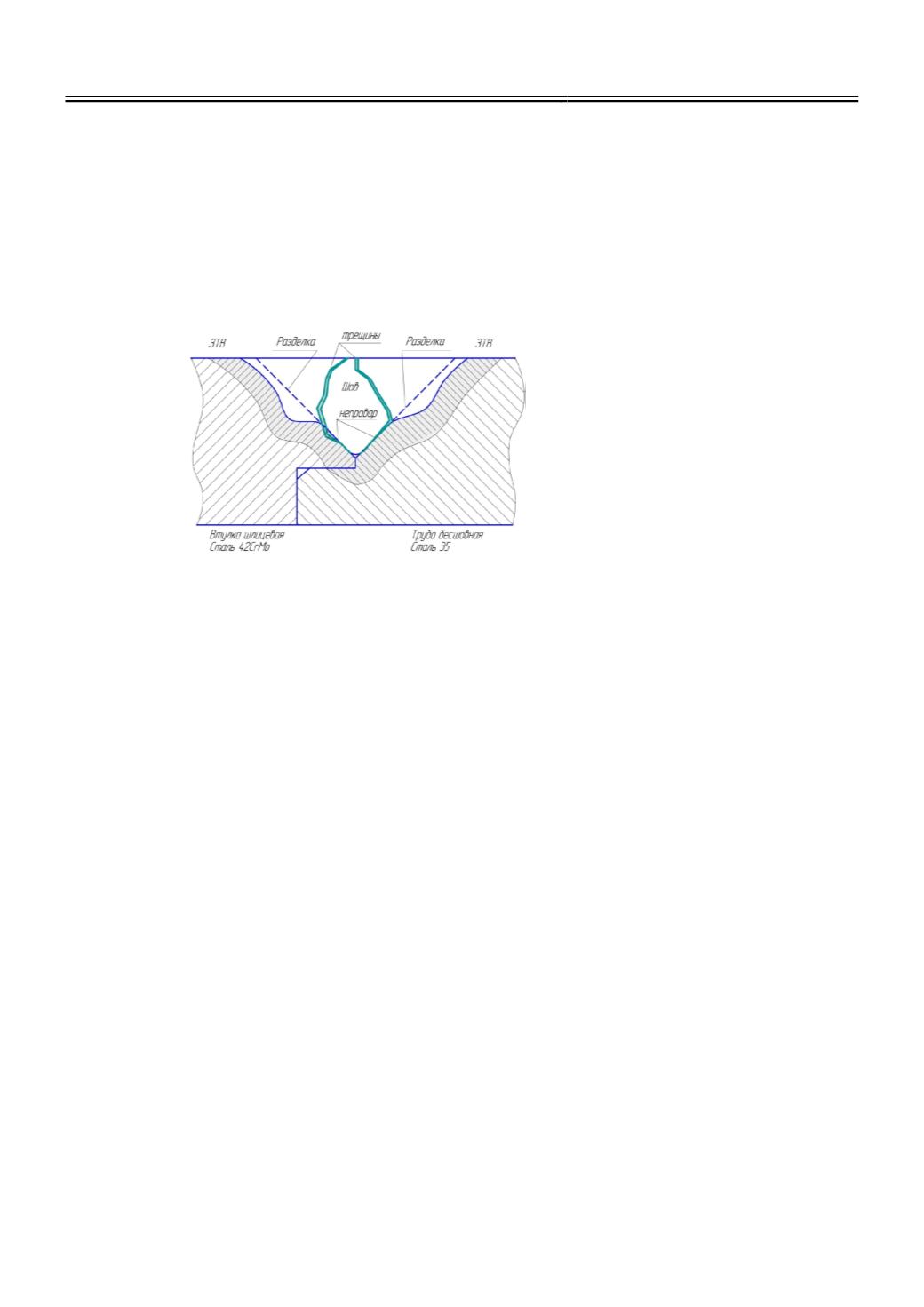
Проведённые исследования позволяют представить следующую схему процесса по-
ломки валов (рис. 9). Трещины возникают в местах несплавления материала сварного шва с
металлом соединяемых изделий. Непровары, представляющие собой по сути трещиноподоб-
ные дефекты, обнаруживаются как по поверхности разделки шва втулки, так и на поверхно-
сти трубы. Повышение механических напряжений в металле шва при образовании трещин
приводит к изменению направления роста трещин от поверхности непровара (несплавления)
в сторону наибольших напряжений. Распространению трещин способствует закалочная
структура, полученная в результате сварки без подогрева, металлом втулки и зоной сплавле-
ния с ней, а также дендритное строение металла сварного шва.
Рис. 9.
Схема возникно-
вения и распространения
трещин в сварном со-
единении вала ВРК
Таким образом, на всех исследованных образцах, разрушенного и неразрушенного
сварного соединения деталей сборного вала обнаружены особенности строения, негативно
влияющие на его прочность: непровары, поры, шлаковые включения. Наиболее опасным из
перечисленных дефектов является непровар – дефект подобный трещине. Как следствие вли-
яния этого дефекта строения металла шва, возникают микротрещины.
Причиной возникновения непровара явилось, вероятно, стремление изготовителей со-
ставных валов при сварке стали с ограниченной и плохой свариваемостью выполнить шов с
минимальным термическим воздействием на металл основы. При этом, теплового воздей-
ствия при сварке оказалось недостаточно для полного заполнения сварочным материалом
разделки кромок и их проплавления. Одновременно с этим не удалось избежать закалки ле-
гированной стали 42
СrMo
в зоне термического влияния сварного шва. В процессе эксплуата-
ции, от участков непровара сварных швов баллера, в момент действия нагрузок, возникаю-
щих при маневрировании судна, начали распространяться макротрещины, разрушившие вал.
В настоящее время в судостроении с целью оптимизации процессов постройки и ре-
монта судов выполняются исследования для обоснования пересмотра требований Регистра к
допустимым нормам дефектов сварных швов стальных корпусов судов. Результаты прове-
дённого исследование, как и ряд других работ [13, 14], говорит о важности анализа суще-
ствующих требований к размерам, форме и расположению дефектов в сварных соединениях
судовых конструкций. При корректировке допускаемых без исправления размеров и формы
дефектов сварки такие дефекты, как непровары и наплывы металла следует считать подоб-
ными трещинам и признать наличие их недопустимым.
Выводы
В зонах концентрации напряжений, вызванных искажением кристаллической решётки
материала, методами разрушающего контроля обнаружены дефекты сварного шва: непрова-
ры, поры, шлаковые включения, являющиеся концентраторами напряжений.
Сварной шов, выполненный между материалами, имеющими ограниченную и плохую
свариваемость, имеет дефекты, недопустимые в эксплуатации и являющиеся концентратора-