















 97 / 126
97 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Материаловедение
в машиностроении
____________________________________________________________________
97
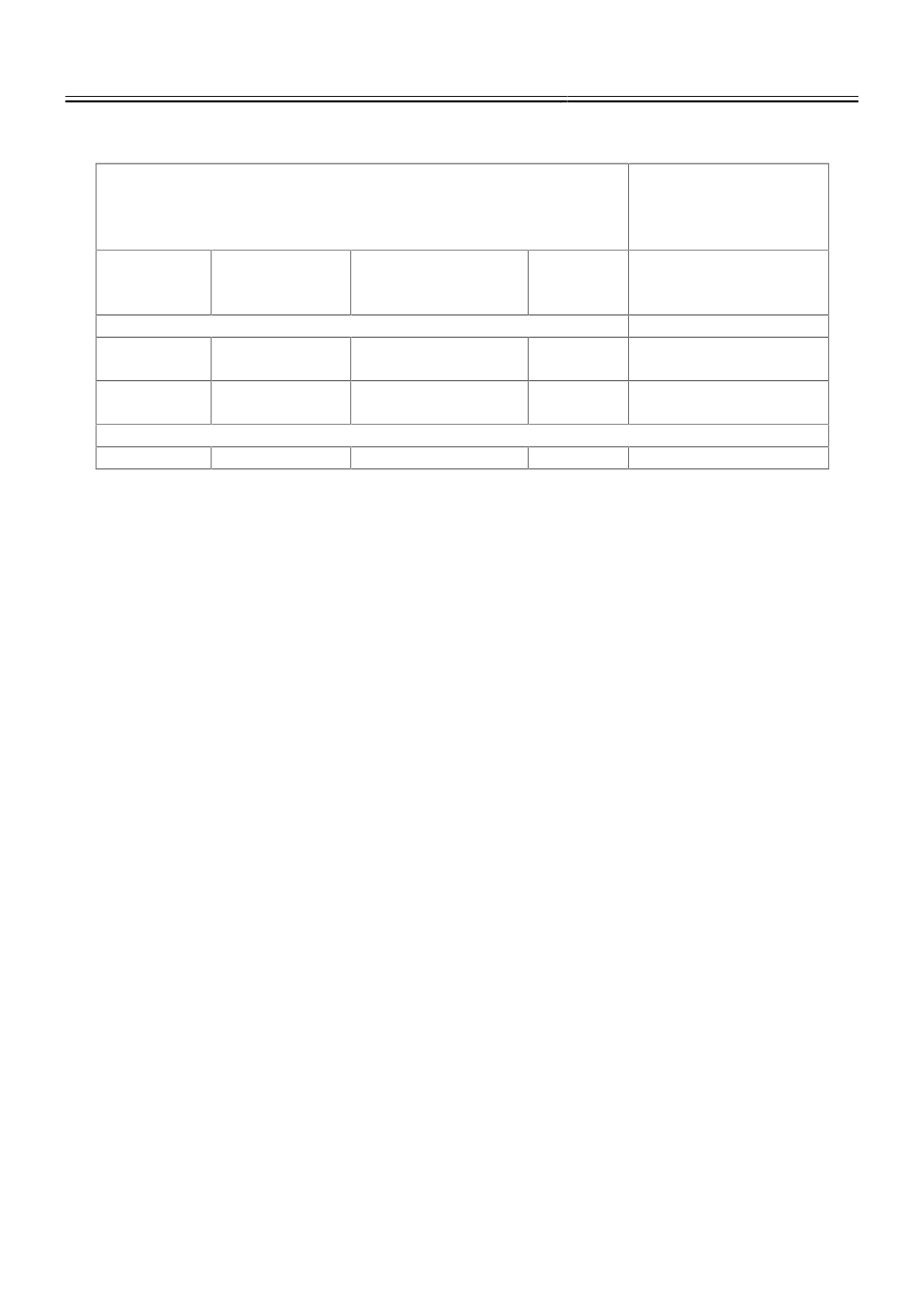
Таблица 2
Механические свойства наплавленного металла
Статическое испытание образцов на растяжение по ГОСТ 1497-
84
Динамическое
испытание образцов
на ударную вязкость
по ГОСТ 9454-78
Предел
текучести
σ
0,2,
МПа
Временное
сопротивление
σ
в
, МПа
Относит.удлинение,
δ,%
Относит.
сужение,
Ψ, %
КСV,
Дж/см
2
Требования ГОСТ 32400-2013, не менее
от 300,0 до
343,0
500,0
20,0
35,0
17,0
343,0 и
более
510,0
18,0
30,0
20,0
Фактическое значение (среднее по всем образцам)
524,0
813,0
20,0
58,0
41,0
Механические свойства основного и наплавленного металла соответствуют
предъявляемым к ним требованиям, что позволяет применять данную технологию при
производстве литых деталей грузовых вагонов [16]. Это позволяет сделать вывод, что при
соблюдении технологии исправления дефектов сваркой [17] зона наплавленного металла
будет иметь уровень механических свойств соответствующий требованиям ОСТ 32.183-
2001 и ТТ ЦВ-32-695-2006, предъявляемым к отливке в целом.
Выводы
1. Разработаны способы заваривания дефектов литых деталей из стали 20ГЛ до
термической обработки и после нее.
2. Установлено, что для сварных соединений из стали 20ГЛ все виды послесварочной
обработки приводят к снижению микронапряжений.
3. Полученные результаты используются при разработке технологической инструкции
по исправлению литейных дефектов рамы боковой и балки надрессорной на АО
«Востокмашзавод».
Список литературы
1.
Кульбовский И.К., Тупатилов Е.А., Михайлов В.Н.
О влиянии температуры заливки и
химсостава стали 20ГЛ на образование горячих трещин в железнодорожных отливках //
Литейное производство. – 2010. – № 7. – С. 5–9.
2.
Тен Э.Б., Базлова Т.А., Ачилдиев О.Х.
Разделка дефектов на стальных отливках и
качество их заварки // Литейное производство. – 2015. – № 4.
3. Сварка. Резка. Контроль. Т. 1: справочник / Н.П. Алешин, Г.Г. Чернышев, А.И.
Акулов и др. – М.: Машиностроение, 2004.
4.
Александров А.Г., Заруба И.И., Пиньковский И.В.
Эксплуатация сварочного
оборудования. – Киев: Будiвельник, 1990. – (Справочник рабочего).
5.
Лупачев В.Г.
Ручная дуговая сварка. – М.: Высшая школа, 2006.