















 96 / 126
96 / 126

Actual Problems in Machine Building. Vol. 4. N 3. 2017
Materials Science
in Machine Building
____________________________________________________________________
96
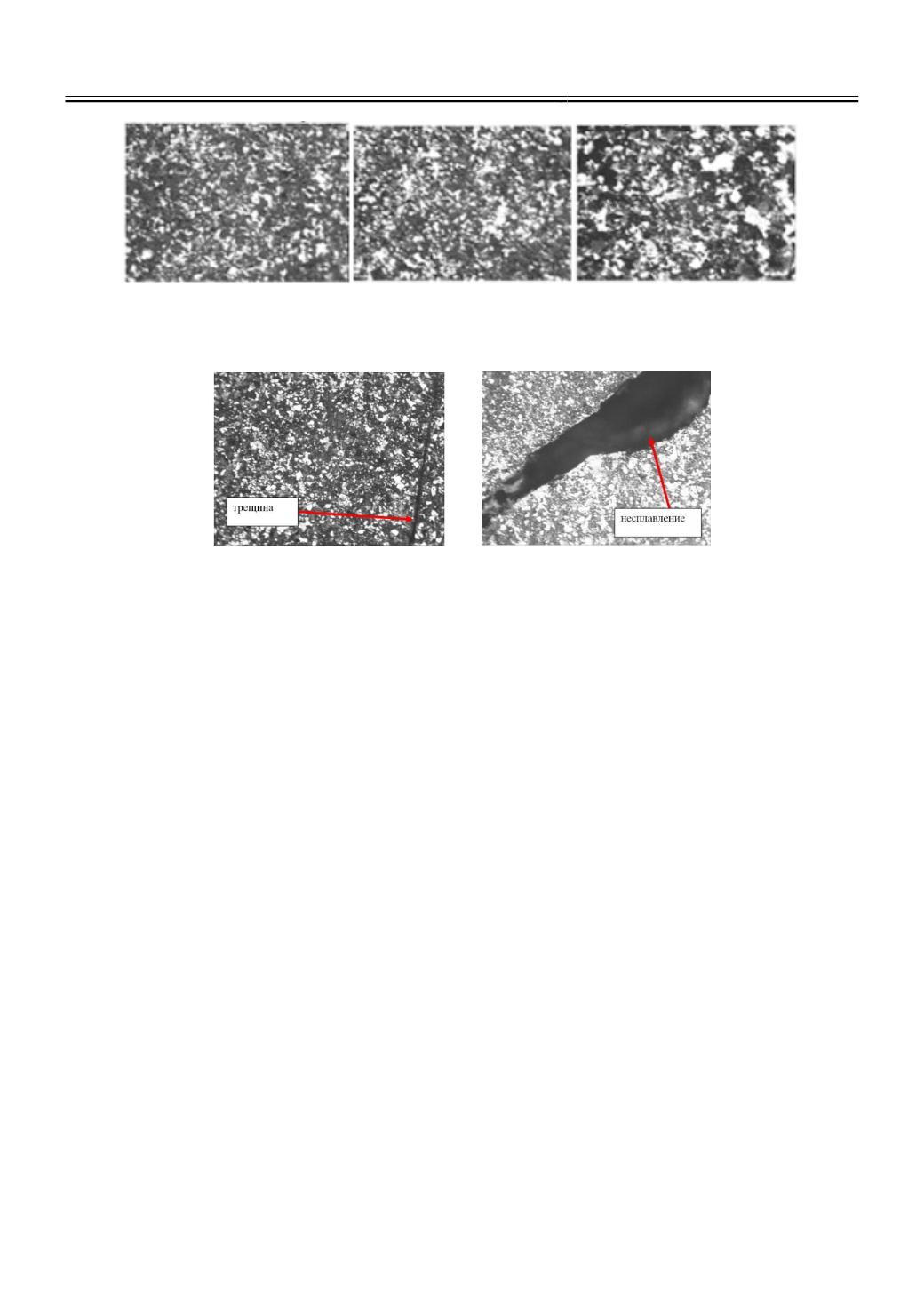
а) б) в)
Рис.1.
Образец №1 а) микроструктура основного металла (х100); б) микроструктура ЗТВ
(х100) в) микроструктура металла шва (х100)
Рис.2.
Изображения дефектных зон наплавленного и основного металла:
слева—трещина в месте сплавления; справа- несплавление основного и наплавленного
металла
По-видимому, более низкая энергия [9] механизированного процесса сварки по
сравнению с ручной дуговой не позволяет полноценно переплавить микропоры, характерные
для литой структуры. Данный процесс имеет вероятностный характер и зависит от
распределения допустимых пор в конкретной отливке [10]. Вероятно, целесообразно
увеличить диаметр сварочной проволоки при механизированной сварке в углекислом газе до
1,6-2 мм.
Для выявления структурных несовершенств, их типов, концентрации и характера
распределения, был проведен рентгеноструктурный анализ. Параметрами, которые
анализируются по рентгенограмме при определении микроискажений структуры, являются
ширина или профиль рентгенограммы [11]. Дифракционный максимум в идеальном
кристалле имеет минимальную интегральную ширину. При внесении дефектов интегральная
ширина увеличивается. Дальнейшие воздействия меняют дефектность структуры и,
соответственно, изменяют интегральную ширину дифракционного максимума [12].
Рентгеноструктурный анализ проводили на рентгеновском дифрактометре ДРОН-3М
в Cu-Kα излучении (λ=1,54418 Ǻ). В результате рентгеноструктурных исследований были
получены рентгенограммы, по которым была проведена идентификация напряжений,
имеющихся в зоне термического влияния образцов сварных соединений.
На основании результатов рентгеноструктурного анализа образцов сварных
соединений стали 20ГЛ в исходном состоянии и после различных видов послесварочной
обработки установлено, что для сварных соединений из стали 20ГЛ все виды
послесварочной обработки приводят к снижению микронапряжений. Эти результаты
согласуются с результатами авторов [12].
Механические свойства наплавленного металла электродами Э50А УОНИИ-13/55- O
3 УД/Е51 7 Б 20; Э50А УОНИИ-13/55- O 4 УД/Е51 7 Б 20; Э50А УОНИИ-13/55- O 5 УД/Е51
7 Б 20 [13] по ГОСТ 9466-75 [14], ГОСТ 9467-75 [15] приведены в таблице 2.