















 95 / 126
95 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Материаловедение
в машиностроении
____________________________________________________________________
95
подведенным в его зону присадочным материалом (в виде прутка) относительно кромок
изделия заставляет перемещаться сварочную ванну, образующую сварной шов [5].
Послесварочная термообработка включает в себя любые процедуры по
термообработке после сварки. Послесварочная термообработка изделий из углеродистых
сталей и низколегированных сталей выполняется с целью снижения остаточного напряжения
после сварки, уменьшения твердости околошовной зоны, повышения пластичности и
ударной вязкости, а также освобождения диффундирующего водорода [6].
Цель работы.
Разработать способы заваривания дефектов литых деталей из стали
20ГЛ до термической обработки и после нее.
Эксперимент. Обсуждение результатов исследования
Для проведения исследований качества разделки и заварки дефектов были отобраны
три надрессорные балки с разными номерами плавок. Вместе с балками отбирался комплект
соответствующих им пробных брусков для каждой плавки. Все пробные бруски
впоследствии подвергались термической обработке одновременно с конкретной отливкой.
Все отобранные детали соответствовали ГОСТ 32400-2013 по химическому составу и
отвечали требованиям нормативных документов для стали 20ГЛ.
Заваривание разделок производилось следующими основными способами:
механизированный процесс сварки в защитных газах (МП) и ручная дуговая сварка (РД) на
постоянном токе обратной полярности.
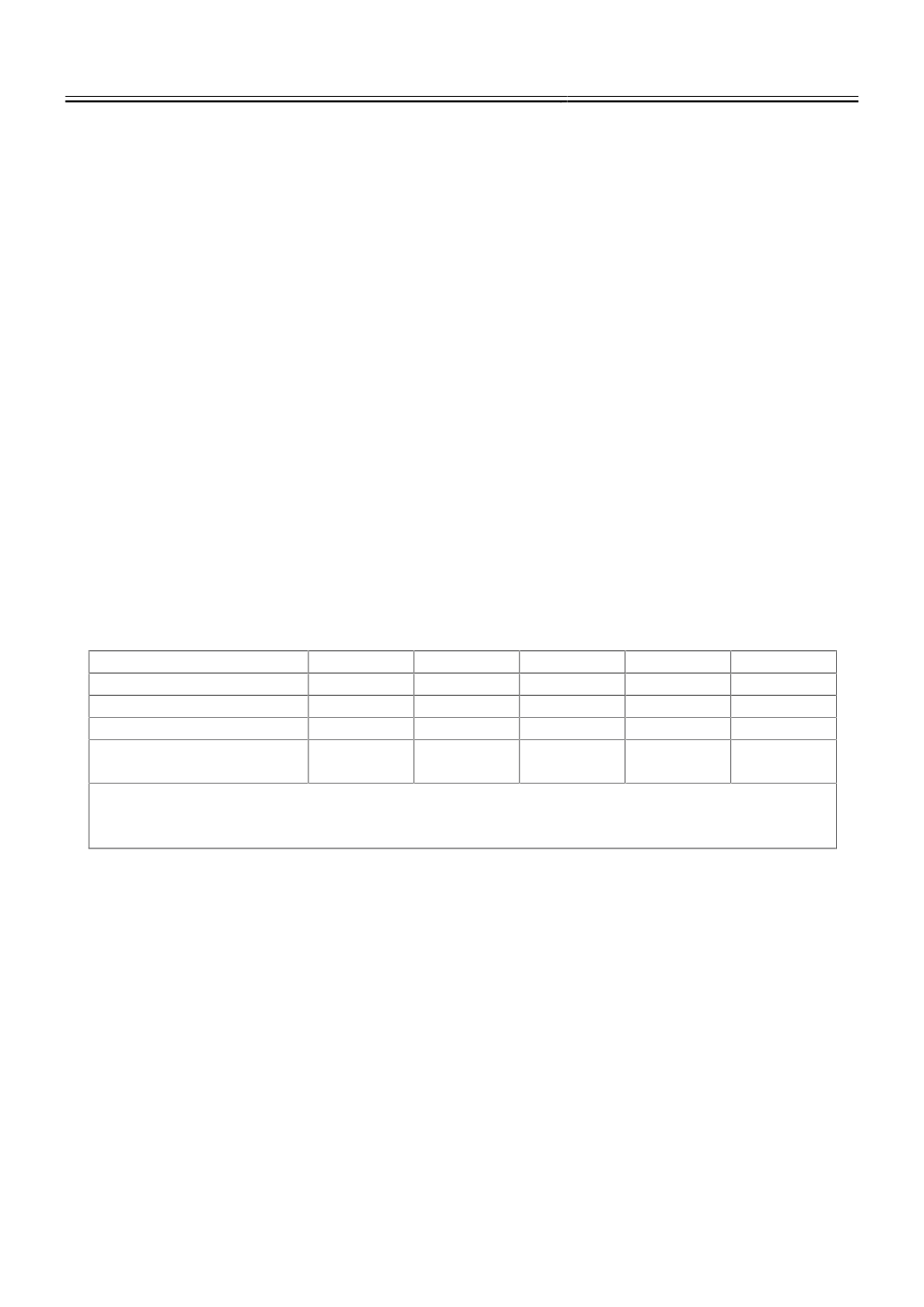
Технологические параметры разделки и последующей заварки приведены в таблице 1.
Таблица 1
Сочетание способов разделки и заварки дефектов
Способ разделки
Мех.
Мех.
Мех.
Мех.
Мех.
Способ сварки
РД
РД
РД
РД
РД
Диаметр электрода, мм
3
3
4
4
5
Сила тока, А
80-120
80-120
130-160 130-160 180-210
Предварительный
подогрев, °С
100-150 100-150 100-150 100-150 100-150
Примечание – предварительный подогрев производили при температуре детали ниже
+5°С. Условные сокращения: Мех.- механический способ разделки; РД- ручная дуговая
сварка покрытым электродом.
Характер сплавления на большинстве образцов имеет удовлетворительное качество
(см. рис. 1). Номер зерна во всех рассматриваемых образцах составляет 8–9 по ГОСТ 5639-82
[7].
Для исследования были получены образцы, имеющие на рабочей поверхности
микрошлифа наплавленный металл, зону термического влияния (ЗТВ) и основной металл.
Для правильного определения зоны вырезки микрошлифа образцы были протравлены 20%
спиртовым раствором азотной кислоты после грубой шлифовки [7], что позволило выявить
локализацию исследуемых зон в заготовке.
Однородная по характеру феррито-перлитная структура не имеет резкого перехода
между указанными зонами [8]. Это свидетельствует о высоком качестве и стабильности
проводимой на предприятии термообработки.
Выявленные при анализе макро- и микроструктуры трещины и несплавления на
границе основного и наплавленного металла на образце №2, являются наиболее опасными
дефектами [9] (см. рис. 2).