















 91 / 126
91 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Материаловедение
в машиностроении
____________________________________________________________________
91
а б
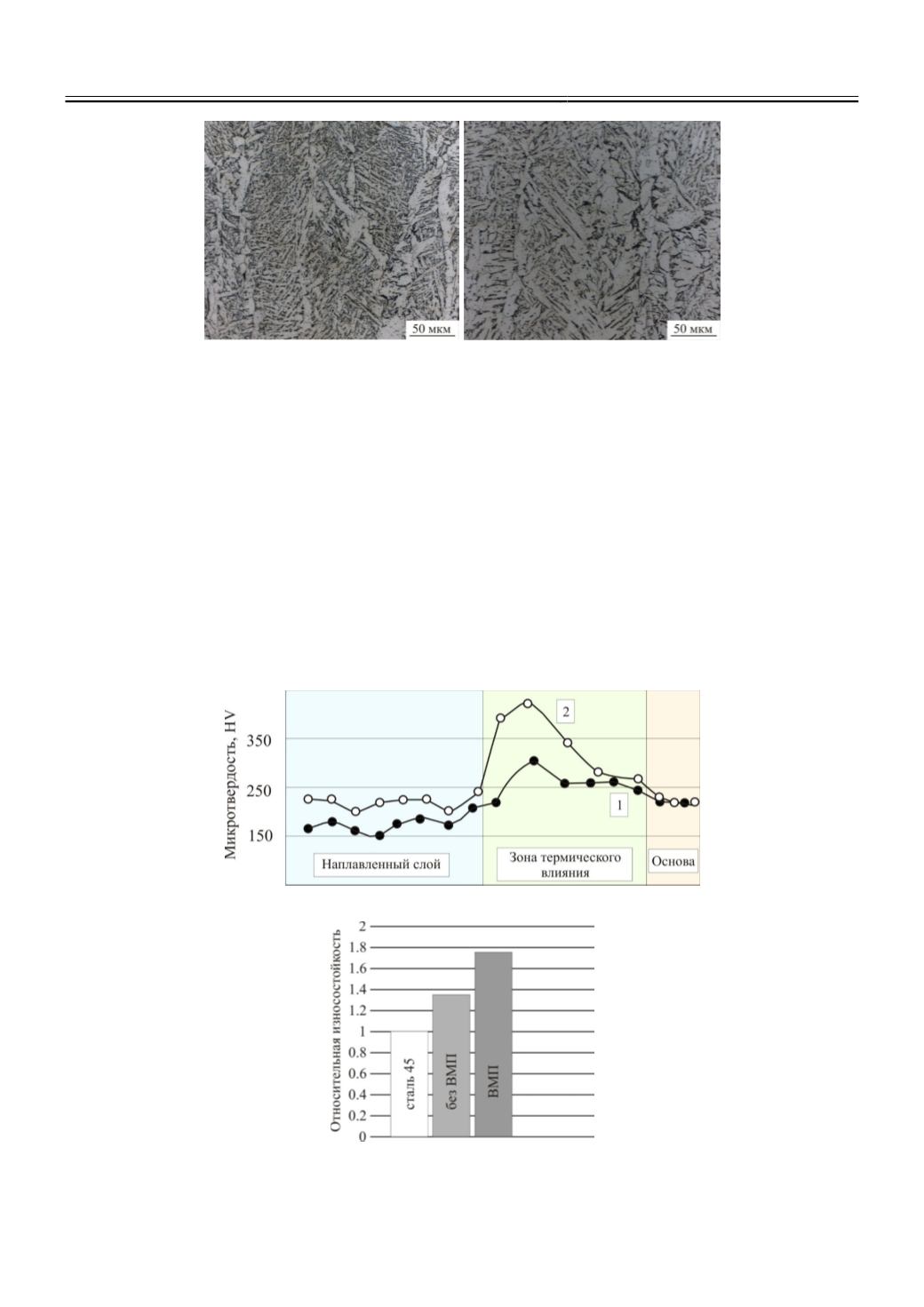
Рис. 2.
Микроструктура наплавленного слоя: а – без ВМП; б – с ВМП.
В результате измерения микротвердости было выявлено, что композиции, полученные
с использованием ВМП имеют более высокие значения микротвердости (рис. 3).
Максимальная микротвердость характерна для зон перегрева, что объясняется образованием
структур неравновесного типа (бейнит). При этом микротвердость этих зон в композициях,
полученных с ВМП, выше, чем в композициях, полученных без ВМП (380 HV и 280 HV). В
направлении от наплавленного металла к основному металлу микротвердость плавно
снижается и достигает значений 210…220 HV. Металл, наплавленный с ВМП, имеет
большую микротвердость, чем металл, наплавленный без ВМП (230 и 190 HV). Это можно
объяснить увеличением объемной доли игольчатого феррита при наплавке с ВМП.
Испытания в условиях трения о закрепленные частицы абразива показали, что
максимальным уровнем относительной износостойкости обладают композиции, полученные
с ВМП, а минимальным – без ВМП: их износостойкость в 1,7 и 1,3 раза, соответственно,
превосходит относительную износостойкость эталонного материала (рис. 4).
Рис. 3.
Микротвердость композиций, полученных при 600 А без ВМП (1) и с ВМП (2).
Рис. 4.
Относительная износостойкость эталонного образца и наплавленного металла,
полученного без ВМП и с ВМП.