













 49 / 150
49 / 150

Актуальные проблемы в машиностроении
. Том 4. № 2. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
49
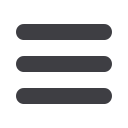
При термической обработке методы формообразования (рис. 8) заключается в
копировании профиля магнитопровода индуктора, образующая – прямая (получаемой
методом копирования) по направляющей – окружность (получаемой методом следа). При
данном методе формообразование рассматривается вариант, когда ширина индуктора
превышает ширину шейки вала, в ином случае формообразование будет иметь другой
характер.
На основании проведенного анализа осуществляем построение интегральной струк-
турно-кинематической схемы при токарной и термической обработке (рис. 9).
Токарная обработка:
Фv
(В1)
– вращение заготовки, необходимое для получения об-
разующей окружности. Движение простое, траектория замкнутая, следовательно, настраи-
ваются
V, N
; Фs
(П2) –
продольное перемещение инструмента, необходимое для получения
направляющей линии – прямой. Движение простое, траектория не замкнутая, следовательно,
настраиваются
V, N, L, K
;
Уст (П3) –
установочное движение, необходимое для обеспечения
требуемого диаметра детали. Движение простое, траектория не замкнутая и осуществляется
вручную оператором, следовательно, настраиваются
L, K
;
Всп(П2)
и
Всп(П3)
– быстрый под-
вод и отвод инструмента.
Термическая обработка:
Фv
(В1)
– вращение заготовки, необходимое для получения
образующей окружности. Движение простое, траектория замкнутая, следовательно, настраи-
ваются
V, N
;
Уст(П4) –
установочное движение, необходимое для обеспечения требуемого
зазора между индуктором и заготовкой (обеспечение заданной глубины закаленного слоя.
Движение простое, траектория не замкнутая и осуществляется вручную оператором, следо-
вательно, настраиваются
L, K
;
Уст(П5) –
установочное движение, необходимое для обеспе-
чения требуемой длины участка поверхностной закалки. Движение простое, траектория не
замкнутая и осуществляется вручную оператором, следовательно, настраиваются
L, K
;
Уст(П6) –
установочное движение, необходимое для обеспечения соосности индуктора и
заготовки. Движение простое, траектория не замкнутая и осуществляется вручную операто-
ром, следовательно, настраиваются
L, K
;
Всп(П4), Всп(П5) и Всп(П6)
– быстрый подвод и от-
вод индуктора.
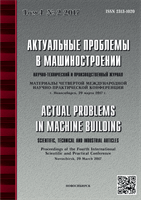
Рис. 7.
Формообразование цилиндри-
ческой поверхности: 1 – образующая
– окружность (метод следа); 2 –
направляющая – прямая (метод сле-
да).
Рис. 8.
Формообразование заготовки
при ВЭН ТВЧ: 1 – образующая –
прямая (метод копирования); 2 –
направляющая – окружность (метод
следа).