













 48 / 150
48 / 150

Actual Problems in Machine Building. Vol. 4. N 2. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
48
Результаты и обсуждения
Рассмотрим принцип построения интегральной структурной схемы на примере обра-
ботки детали вращения.
В общем случае процесс изготовления
деталей машин на интегральном металлорежущем
станке
будет
состоять
из
следующих
технологических
операций:
предварительная
механическая обработка (черновое точение) (рис. 5),
поверхностная
закалка
(высокоэнергетический
нагрев токами высокой частоты (ВЭН ТВЧ) []) и
финишная механическая обработка (чистовое
точение и алмазное выглаживание).
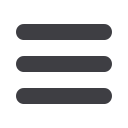
Для осуществления интегральной обработки
детали вращения необходимо задаться четырьмя
элементарными движениями (рис. 6): вращатель-
ным, продольным, поперечным и вертикальным пе-
ремещением.
Элементарные движения: В1 (Cv) - вращение заготовки; П2 (Z) – продольное переме-
щение резца; П3 (X) - поперечное перемещение резца; П4 (Y) – вертикальное перемещение
индуктора; П5 (Z) – продольное перемещение индуктора; П6 (X) – поперечное перемещение
индуктора.
Исходя, из структурной компоновки обработки
сформируем структурную формулу оборудования, со-
стоящего из структурной формулы токарного станка и
обработки ВЭН ТВЧ, преобразуя обозначения элемен-
тарных движений в обозначение согласно системе ко-
ординат (рис. 4) и её движений.
Структурная формула токарной обработки
C
h
OZX
, в которой
C
h
- главное движение резания, свя-
занное с вращением заготовки в горизонтальной плоско-
сти. Затем перемещаясь от заготовки к инструменту через
станину
O
на инструмент, которые имеют возможность
продольного
Z
, поперечного
Х
перемещения.
Количество вариантов структурных компоновок
имеет вид:
P = m! = 4! = 24.
Структурная формула термической обработки
C
h
OZXY
, индуктор имеет аналогичные
движения токарной обработке с добавлением вертикального перемещения, для обеспечения
зазора между индуктором и деталью, влияющего на глубину закаливаемого слоя.
Так как за основой является обработка на гибридном оборудовании, то необходимо
учитывать количество узлов представленных в структурной формуле термической обработки:
P = m! = 5! = 120.
Но, поскольку, инструмент и деталь могут иметь как горизонтальное, так и вертикальное
расположение, это приводит к увеличению количества структурных компоновок.
При обработке цилиндрической детали точением формообразование инструмента не
рассматривается, так как инструмент однолезвийный, а заготовка (рис. 7) получается
перемещением образующей – окружности (получаемой методом следа) по направляющей –
прямой (получаемой методом следа), из чего можно сделать вывод, что необходимо два
формообразующих движения.
Рис. 5.
Обработка детали вращения
Рис. 6.
Структурная схема
компоновки станка