













 47 / 150
47 / 150

Актуальные проблемы в машиностроении
. Том 4. № 2. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
47
Структурно-кинематический анализ
При построении компоновки металлорежущего оборудования, необходимо придер-
живаться следующей последовательности [22, 23]:
1. Анализ формообразования детали и инструмента
Для обеспечения изготовления обрабатываемой поверхности заготовки, необходимо
реализовать какое-то относительное перемещения заготовки и инструмента. При этом обра-
батываемая поверхность представляет собой результат перемещения одной линии (образу-
ющей) по другой (направляющей). Данные линии называются производящими.
При обработке заготовок резанием различают четыре метода формообразования по-
верхностей: копирования, следа, касания, обкатки. Выбор соответствующего метода для по-
лучения различных поверхностей сводится к установлению движений формообразования,
которые воспроизводят образующие и направляющие линии этих поверхностей.
Метод копирования
основан на том, что одна из производящих линий совпадает по
форме с режущей кромкой инструмента.
Метод обката (псевдокопирования)
основан на том, что образующая линия представ-
ляет собой огибающую ряда последовательных положений режущей кромки инструмента в
результате его движения относительно заготовки. Движение резания и движение подачи при
этом должны быть определенным образом согласованы между собой.
Метод следа
заключается в том, что образующая линия является следом (траектори-
ей) движения точки - вершины режущей кромки инструмента.
Метод касания (псевдоследа)
заключается в том, что образующей линией служит ре-
жущая кромка инструмента, а направляющая линия является касательной к реальной траек-
тории движения точек режущей кромки инструмента.
2. Выявление исполнителей движений
Исполнительные движения (ИД) образуются из элементарных движений, в зависимо-
сти от методов формообразования и формы обрабатываемой поверхности. Исполнительные
движения характеризуются настраиваемыми параметрами, количество которых зависит от
сложности движения и замкнутости траектории (таблица 1) [22, 23].
Исполнительные движения подразделяются на: Движение формообразования (
Ф)
–
относительное согласованное движение заготовки и инструмента, создающее обрабатывае-
мую поверхность; Установочные движения (
Уст)
– движения заготовки и инструмента, не-
обходимые для получения требуемого размера; Движение деления
(Д) –
движение необхо-
димое для повторения на заготовке требуемой поверхности; Вспомогательные движения
(Всп)
; Движение управления
(Упр)
.
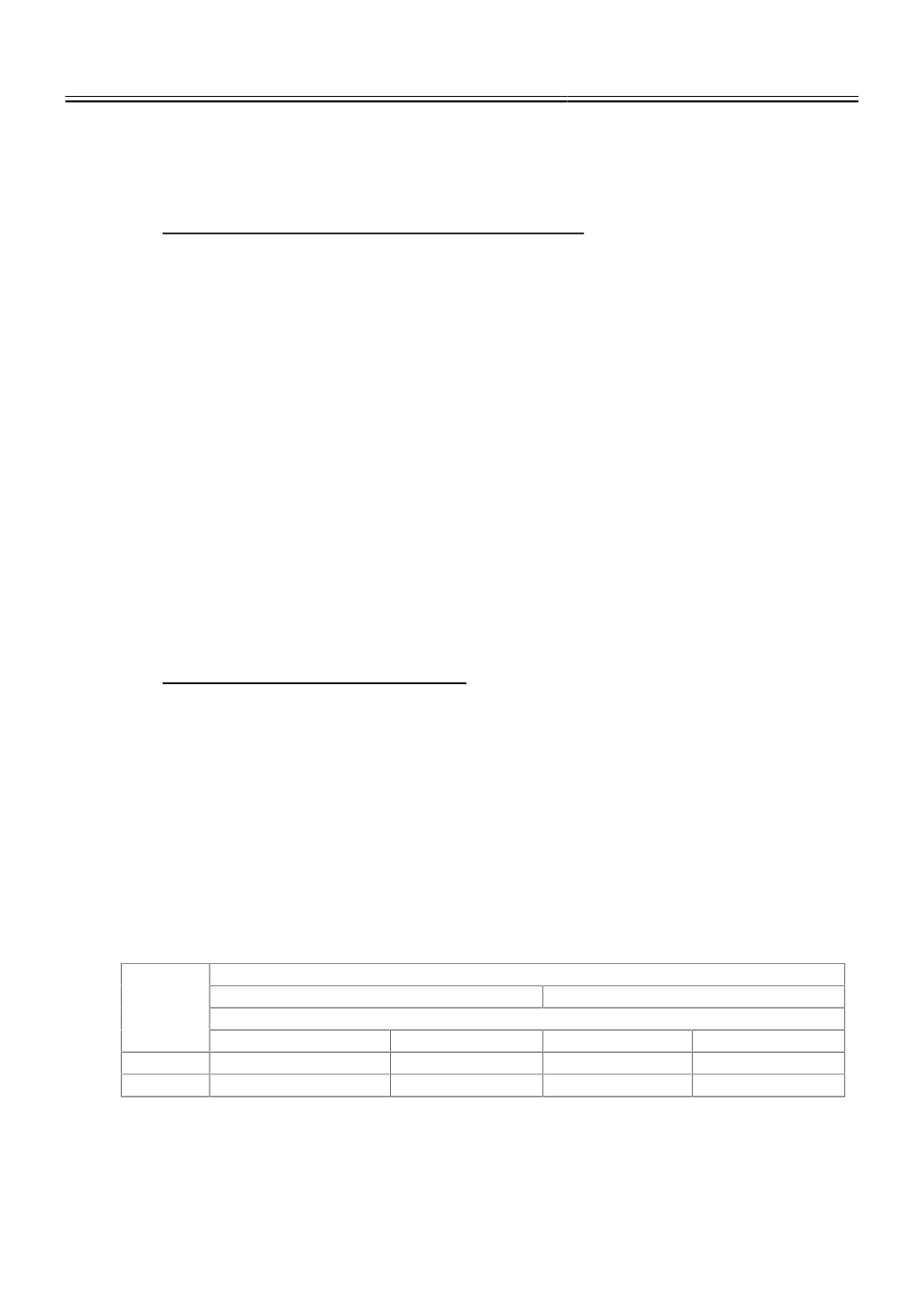
Таблица 1
Характер движения и настраиваемые параметры
ИД
Траектория движения
Замкнутая
Незамкнутая
Настраиваемые параметры
Количество
Наименование
Количество Наименование
Простое
2
V, N
4
V, N, L, K
Сложное
3
F, V, N
5
F, V, N, L, K