













 46 / 150
46 / 150

Actual Problems in Machine Building. Vol. 4. N 2. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
46
Теория
Определение количества элементарных движений и вариантов структурных
компоновок
Под обработкой детали на станке, подразумевается перемещение рабочих органов
оборудования несущих заготовку и инструмент, определяющее форму поверхности с необ-
ходимыми размерами. При изготовлении детали выбираются наиболее эффективные виды
обработки, позволяющие получить деталь желаемого качества. Располагая на начальном эта-
пе только данными об обрабатываемой поверхности и режущем инструменте, можно опре-
делить количество и качество элементарных движений необходимых для реализации данной
поверхности, определяющих структурную формулу компоновки.
В металлорежущих станках движения подразделяются на вращательные и поступа-
тельные. Количество элементарных движений должно быть оптимальным для обработки,
чтобы не происходило нагромождение металлорежущего оборудования. Но при этом необ-
ходимо учитывать весь процесс обработки, который включает в себя черновую, получисто-
вую, чистовую и отделочную обработку, реализуемые на одном металлорежущем оборудо-
вании.
Структурная формула компоновки – это последовательность символов, которая рас-
крывает расположение и сопряжение блоков. По структурной формуле можно судить о даль-
нейшей компоновке металлорежущего оборудования. Количество узлов, представленных в
структурной формуле влияет на количество вариантов структурных схем металлорежущего
оборудование, зависимость представляется формулой [13]:
P = m!,
где
P
– варианты структурных компоновок;
m
– количество узлов, представленных в струк-
турной формуле станка.
Компоновка – система станка, характеризуемая
свойствами и расположением узлов и направляющих
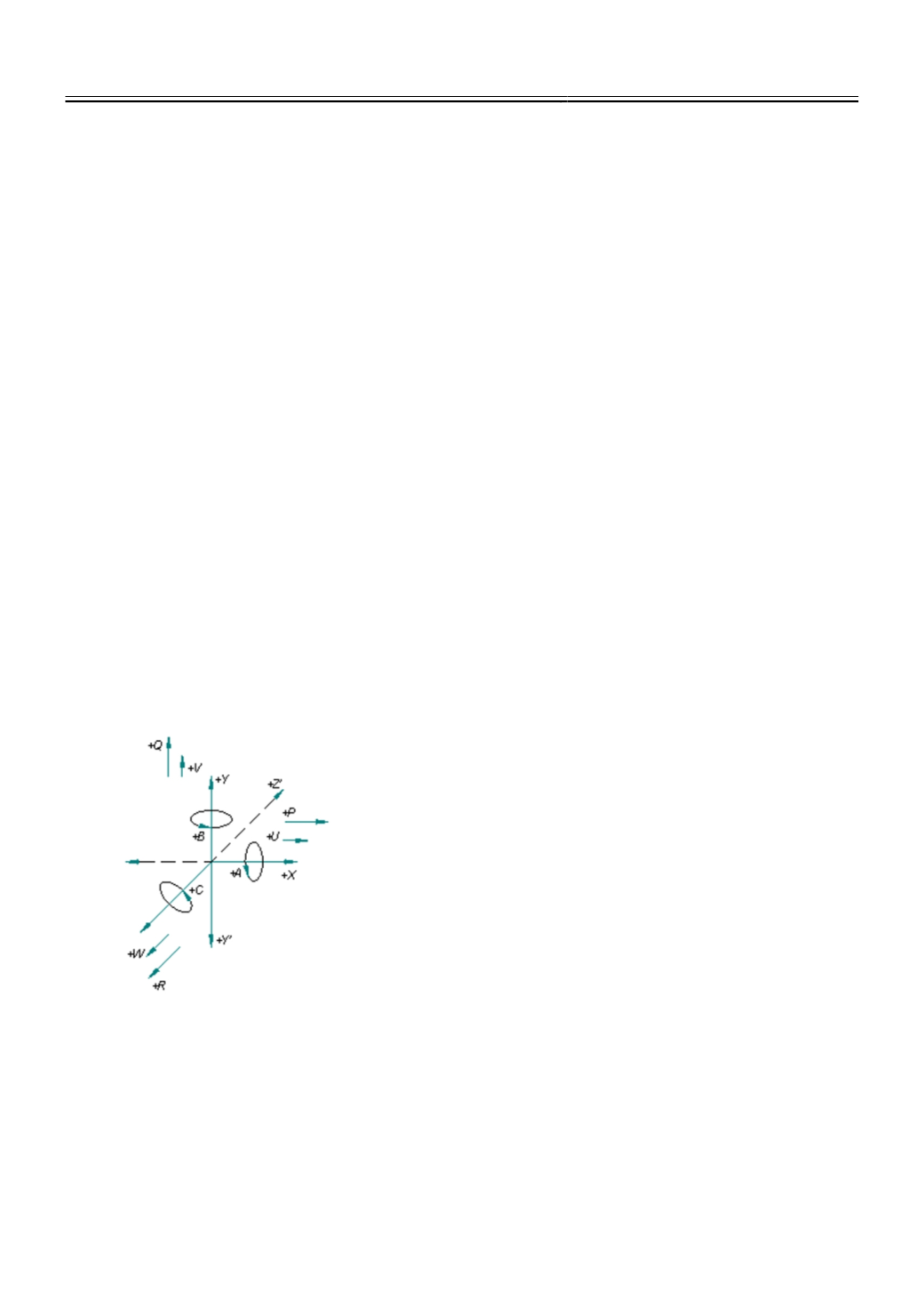
оборудования. На рис. 4 изображены координатные оси и
обозначение движений по и вокруг этих осей, необходи-
мых для описания структурной формулы. При построе-
нии структурной формулы компоновки станка необхо-
димо определить направление каждой оси.
Определение направления осей начинается с опре-
деления положения координатной оси
Z
, её направление
определяется расположением детали и инструмента, ось
направлена от детали к инструменту. Положение ост
X
,
определяет расположение оси
Z
. Если ось
Z
вертикальная,
то положительное направление оси Х будет вправо, если
смотреть с лицевой стороны станка в сторону тыльной,
если ось
Z
горизонтальная, то положительное направле-
ние оси
Х
будет вправо, если смотреть в направлении от
шпинделя к заготовке. Положение оси
Y
определяется по расположению двух других осей.
В структурной формуле обозначение крайнего правого блока характеризует возмож-
ность перемещения и вращения инструмента, а крайний левой блок перемещение и вращение
заготовки. Знак
О
в структурной схеме описывает блок не имеющий возможности переме-
щения, станина станка.
Рис. 4.
Система координат