













 41 / 150
41 / 150

Актуальные проблемы в машиностроении
. Том 4. № 2. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
41
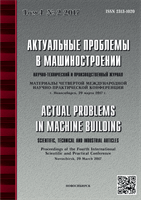
складывается в ламели или кристаллическую фазу (рис.1), температура плавления (Тпл
к
)
которой ~134
о
С [2-4].
Рис. 1.
Условное изображение фазового наполнения состава полимеров [2]
СВМПЭ обладает высокой вязкостью расплава, так как при нагревании выше Тпл
к
не
происходит перехода в вязкотекучее состояние, как у термопластов, а лишь в
вязкоэластичное. Такой полимер для литья не подходит (имеет существенные ограничения),
поэтому его формообразовывание возможно с помощью метода объемной штамповки из
готового сортового проката. Однако при этом возникает вопрос, каким образом изменяются
свойства после штампования. Ответ дает работа Катова М.М. [1], в которой сказано, что при
объемной штамповке СВМПЭ в структуре полимера происходят изменения, затрагивающие
как кристаллическую, так и аморфную фазу. Происходит разрушение исходной ламеллярной
структуры. И после этого образуется фактически такая же структура, за исключением
наличия небольшой текстуры (неравномерности свойств в разных направлениях в объеме
изделия). Параметры этой текстуры, определяются условиями деформирования [1, 5].
Поэтому можем сделать вывод, о том что нужно провести работу направленную на
отработку режимов штампования.
Методики исследований
Из вышеперечисленного вытекает еще один вопрос - как определить разницу в
фазовом составе. И здесь ответ может разойтись на несколько вариаций.
1 Измерение характеристической вязкости. В данном методе измеряются и
сравниваются относительные вязкости составов. Необходимо наличие специальных
растворителей (весьма токсичных), вязкозиметр, лабораторные колбы и вытяжной шкаф.
Методика достаточно точна, но необходима работа с токсичными растворителями [1, 6].
2 Рентгено-фазовый анализ. Кристаллическая фаза СВМПЭ имеет орторомбическую
решетку с периодами решетки: a = 0,74 нм, b = 0,493 нм, c = 0,2534 нм, этой фазе
соответствуют два интенсивных дифракционных максимума с индексами 110 и 200. Центр
тяжести рефлекса 110 находится при 2θ = 24.95о, центр тяжести для рефлекса 200 находится
2θ = 27,71о. Метод будет достаточно точен (в сравнении с характеристической вязкостью),
но образцы после штамповки с большой вероятностью придется подвергать механической
обработке [1, 4].
Вывод
Установлено, что проведение процесса объемной штамповки СВМПЭ возможно и
есть основания полагать что результаты будут успешны. Однако существует проблема