















 49 / 142
49 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
49
а)
б)
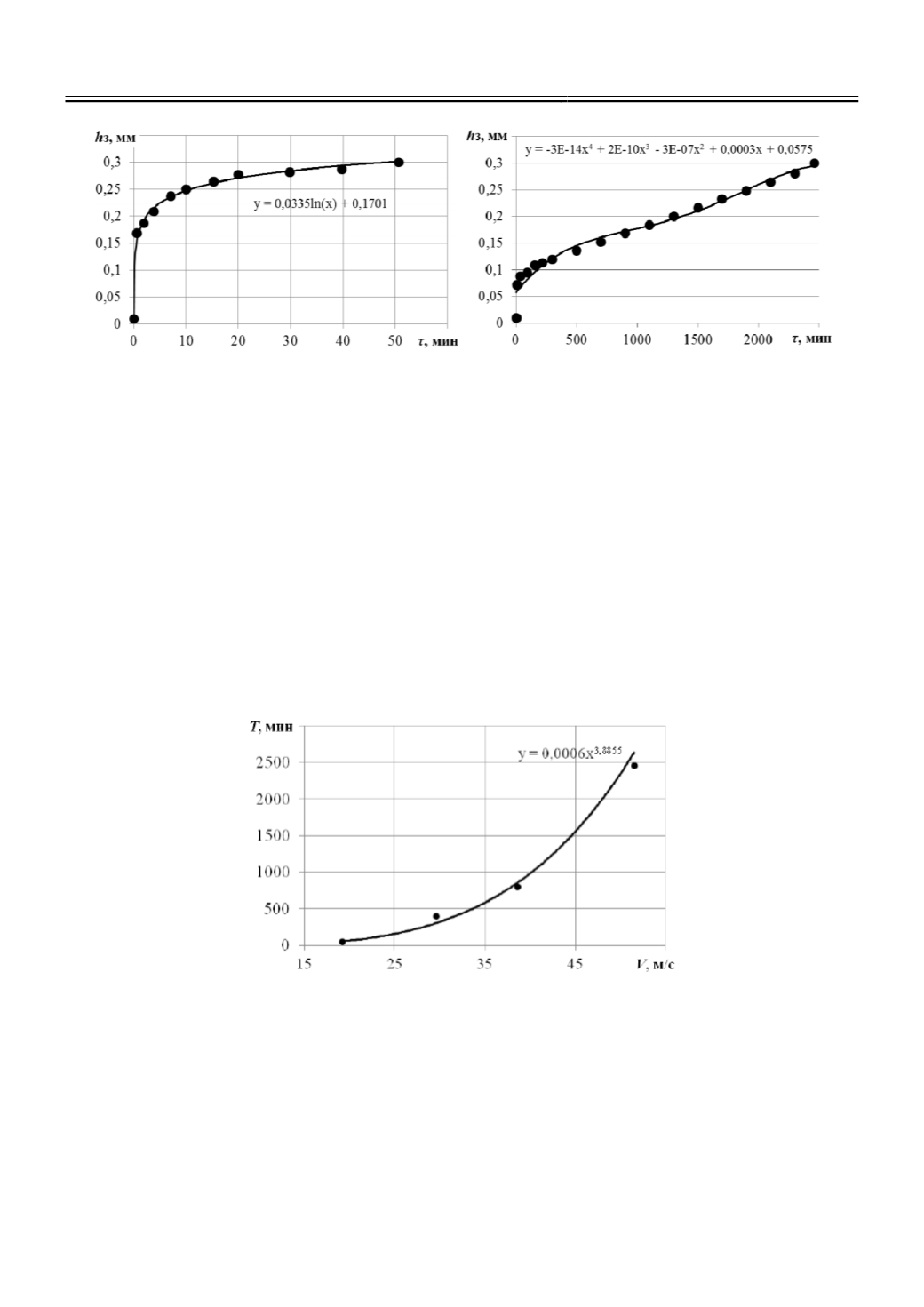
Рис. 2.
Кривые износа режущего инструмента в зависимости от времени обработки:
а) при V = 51,5 м/с; S
z
= 0,1 мм/зуб; t = 0,5 мм;
б) при V = 19,2 м/с; S
z
= 0,1 мм/зуб; t = 0,5 мм
По результатам исследования при фрезеровании стеклотекстолита характерно резкое
увеличение фаски износа от околонулевого значения до определенной величины, различной
при разных условиях. При высокой скорости резания (V = 51,5 м/с) этот период приработки
режущего инструмента наступает при
h
з
= 0,22 мм и
τ
= 5 мин (рис. 2, а). При низкой скоро-
сти резания (V = 19,2 м/с) период приработки составляет около 8 минут с фаской износа по
задней поверхности
h
з
= 0,07 мм (рис. 2, б).
Изменение скорости резания оказывает значительное влияние на период стойкости
режущего инструмента. С уменьшением скорости резания период стойкости имеет тенден-
цию к резкому росту. В настоящем исследовании стойкость режущего инструмента увеличи-
вается от 50 до 2460 минут при уменьшении скорости от 51,5 до 19,2 м/с и имеет степенную
зависимость (рис. 3).
Рис. 3.
Зависимость периода стойкости режущего инструмента от скорости резания
Выводы
Таким образом, по результатам проведенных исследований можно сделать следующие
выводы и рекомендации:
1. Конструкция фрезерного инструмента должна предполагать высокую прочность,
твердость и износостойкость режущей части. Ее геометрию рекомендуется формировать с
увеличенными углами резания для обеспечения качества обработанной поверхности.