















 48 / 142
48 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
48
10 мм. Режущая часть фрезы выполнена из твердого сплава марки ВК6ОМ с передним углом
γ = 25º и задним углом α = 10º. Марка твердого сплава выбрана с учетом известных данных
по резанию композиционных материалов, анализ которых позволил установить, что режущая
часть в этом случае должна обладать высокой прочностью и твердостью [1, 4, 10, 15]. Гео-
метрические параметры выбраны на основе ранее проведенных исследований по резанию
композиционных полимерных материалов [16 – 18]. Стоит отметить, что формирование гео-
метрии у такого режущего инструмента с углом заострения лезвия β = 55º связано с опреде-
ленными сложностями получения низкой шероховатости на передней и задней поверхностях
и минимизацией дефектов на главной режущей кромке. Для повышения качества затачива-
ния применялся метод электроалмазного шлифования, позволяющий обрабатывать высоко-
прочные материалы с высокой производительностью [19 – 25].
Обработка стеклотекстолита проводилась с глубиной резания
t
= 0,5 мм, подачей на
зуб
S
z
= 0,1 мм/зуб и скоростью резания, изменяющейся от 19,2 м/с до 51,5 м/с.
Модель образования стружки при фрезеровании стеклотекстолита
В процессе резания стеклотекстолита отделяется стружка в виде мелкодисперсных ча-
стиц, которая разлетается на большие расстояния от зоны обработки. В связи с этим стенд
для фрезерования стеклотекстолита был дооборудован системой местной вытяжной венти-
ляции и применялись защитные респираторные маски.
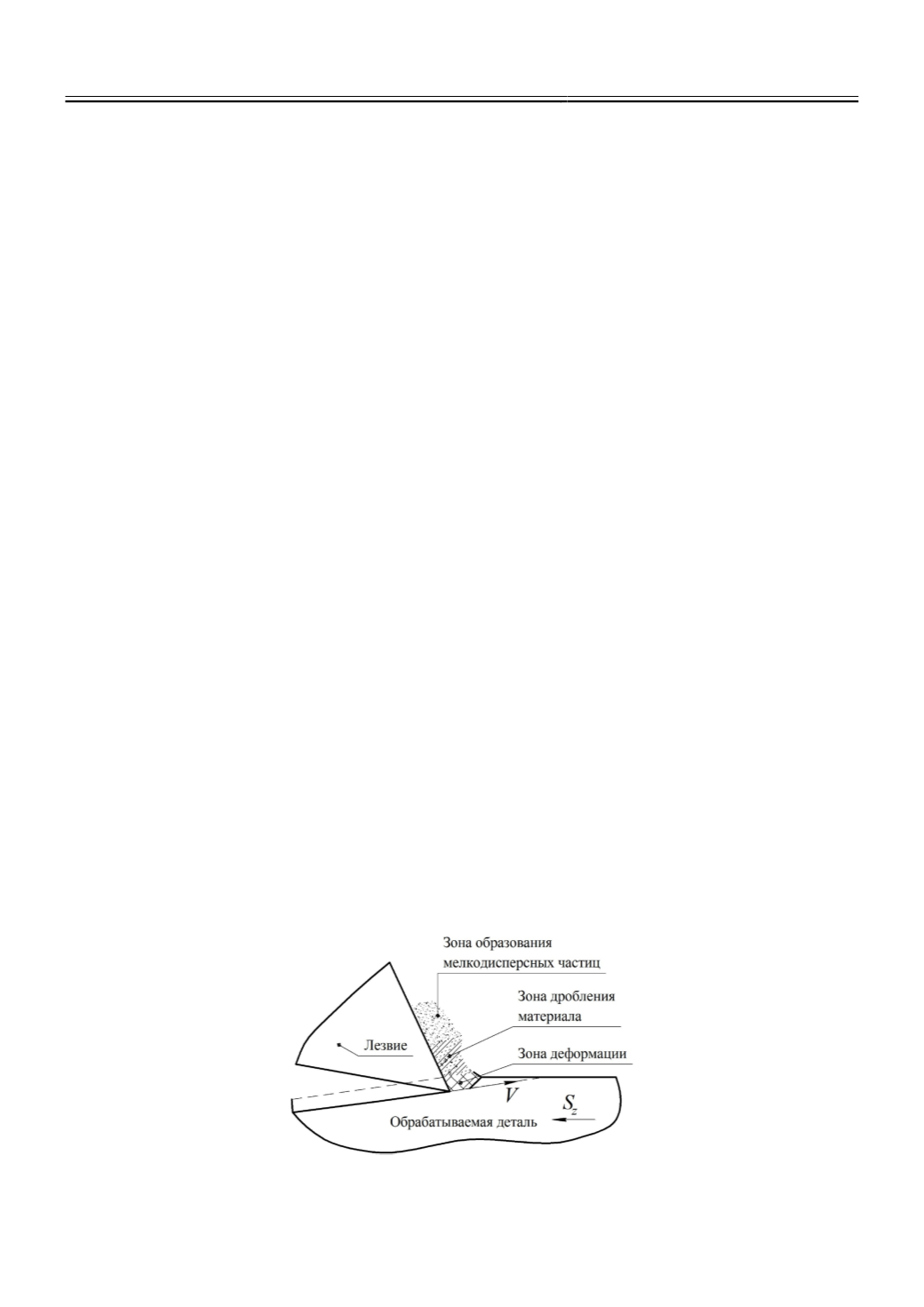
Предполагаемая модель образования стружки при фрезеровании стеклотекстолита
(рис. 1) основана на гипотезе формирования нескольких зон: зоны деформации обрабатыва-
емого материала, где происходит сжатие и сдвиг слоев под воздействием силы резания; зоны
дробления обрабатываемого материала, где происходит разрушение слоев в результате их
взаимодействия с передней поверхностью режущего лезвия; зоны образования мелкодис-
персных частиц, где материал продолжает разрушаться, превращаясь в пыль.
Результаты и обсуждение
Характер износа режущего инструмента при обработке стеклотекстолита можно оце-
нить по кривым износа, полученным в результате лабораторного испытания (рис. 2). Оценку
износостойкости режущего инструмента проводили по критерию величины фаски износа по
задней поверхности
h
з
= 0,3 мм. Этот параметр является определяющим при обработке ком-
позиционных материалов на полимерной основе. Увеличение величины износа приводит к
неудовлетворительному качеству поверхности, росту температуры в зоне резания, появле-
нию прижогов на поверхности и значительным вибрациям оборудования.
Рис. 1.
Предполагаемая модель образования стружки