















 44 / 142
44 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
44
Произведя подстановку и преобразования, получаем:
VLRz
qS
IU
T
Rz
V
qA
Т
Д
b
пл
1
13,1
1
(4)
где, I – сила тока при ФЭМ; U – напряжение; V – скорость обработки; q – безразмерный
параметр - отношение предела текучести обрабатываемого материала на сдвиг к
действительному пределу прочности Sb;
- температуропроводность обрабатываемого
материала; Sb – действительный предел прочности, Т
пл
– гомологическая температура
плавления
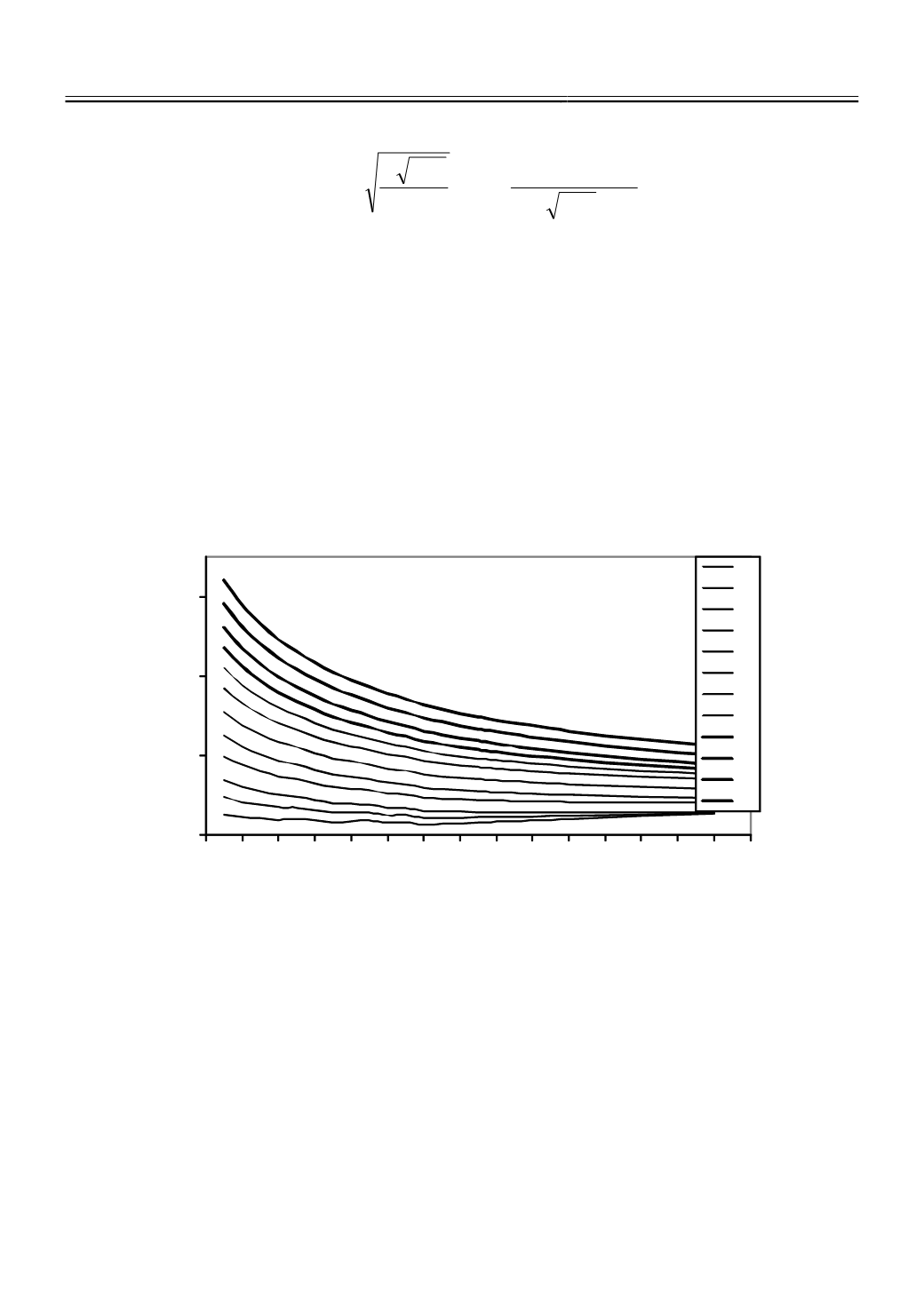
На рис. 2 приведены результаты расчета температуры в зоне фрикционно-
электрического контакта в зависимости от силы тока и скорости обработки, как
технологических факторов оказывающих максимальное влияние на процесс упрочнения [7].
Температура структурно-фазовых превращений может быть достигнута на следующих
режимах: скорости обработки V= 2,5 м/мин и силе тока I=350А, однако она не должна
превышать 1000 С
0
по условию стойкости твердосплавного инструмента (в нашем случае
пластина из твердого сплава Т15К6).
200
600
1000
1400
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Т,
0
С
V, м/мин
50
100
150
200
250
300
350
400
450
500
550
600
Рис. 2.
Зависимость температуры обработки от скорости обработки при различных значениях
силы тока (от 50А до 600А)
На рисунке 3 представлена зависимость расчетных значений температуры в
микрообъеме обрабатываемого поверхностного слоя от режимов ФЭМ.
Рассчитав температуру в зоне деформации и определив свойства материала при этой
температуре, можно определить минимальное усилие пластической деформации.