















 54 / 142
54 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
54
Методика исследования
При конструировании пресс-формы необходимо учитывать условия теплообмена
термопластов. Литьевая форма для обработки термопластичных полимеров должна
обеспечить отвод как можно большего количества тепла [4, 9-12].
Тепловой поток, поступающий в форму (считается положительным), и тепловой
поток, отводимый из формы (считается отрицательным), должны находиться в равновесии.
Следовательно, можно составить уравнение теплового баланса [4]
,
где
E
Q
– теплообмен с внешней средой;
KS
Q
– поток тепла из отливки;
AD
Q
– добавочный
тепловой поток (например, от горячих каналов),
C
Q
– теплообмен с охлаждающей
жидкостью. Зная размеры формы и температуру ее поверхности, можно вычислить
теплообмен с внешней средой.
Тепловой баланс можно составить для отдельных деталей и узлов формы при
условии, что теплопередача на границах элемента пренебрежимо мала или может быть
представлена в виде добавочного потока. Если относительно крупные узлы формы для
определения теплового потока делятся на меньшие элементы, то такой тепловой поток
можно определить с помощью коэффициента теплового потока.
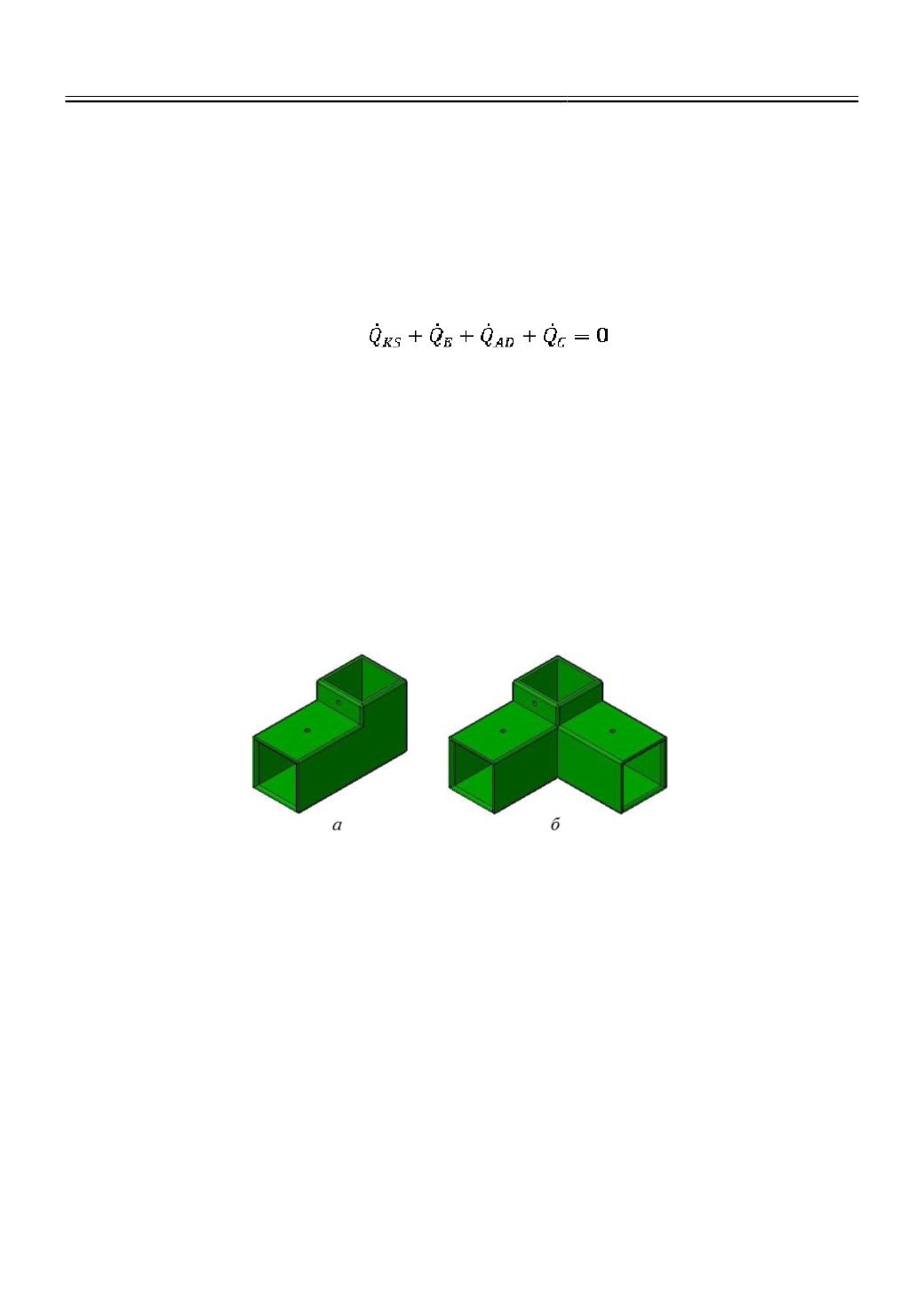
На рисунке 1 представлены детали, которые необходимо получить в соответствии с
техническим заданием с помощью разрабатываемой конструкции пресс-формы.
Рис. 1.
Детали для изготовления: а – двойник; б – тройник
Конфигурация изделия имеет внутренние полости, которые требуют от пресс-формы
дополнительных формообразующих разъемных элементов, подвижных в радиальном
направлении [13]. Также необходимо обеспечить изготовление двух типоразмеров детали
при помощи одной и той же конструкции пресс-формы. Для этого необходимо придать
съемным формообразующим элементам необходимую жесткость на изгиб, что является
сложной задачей при проектировании элементов пресс-формы, использующихся для литья
под давлением [14].
Результаты и обсуждение
Для получения внутренних отверстий были разработаны разъемные подвижные эле-
менты (так называемый Большой Знак, далее БЗ), которые при смыкании частей пресс-
формы выполняют формообразование внутренней полости изделия (рис. 2, положение 1), а