















 55 / 142
55 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
55
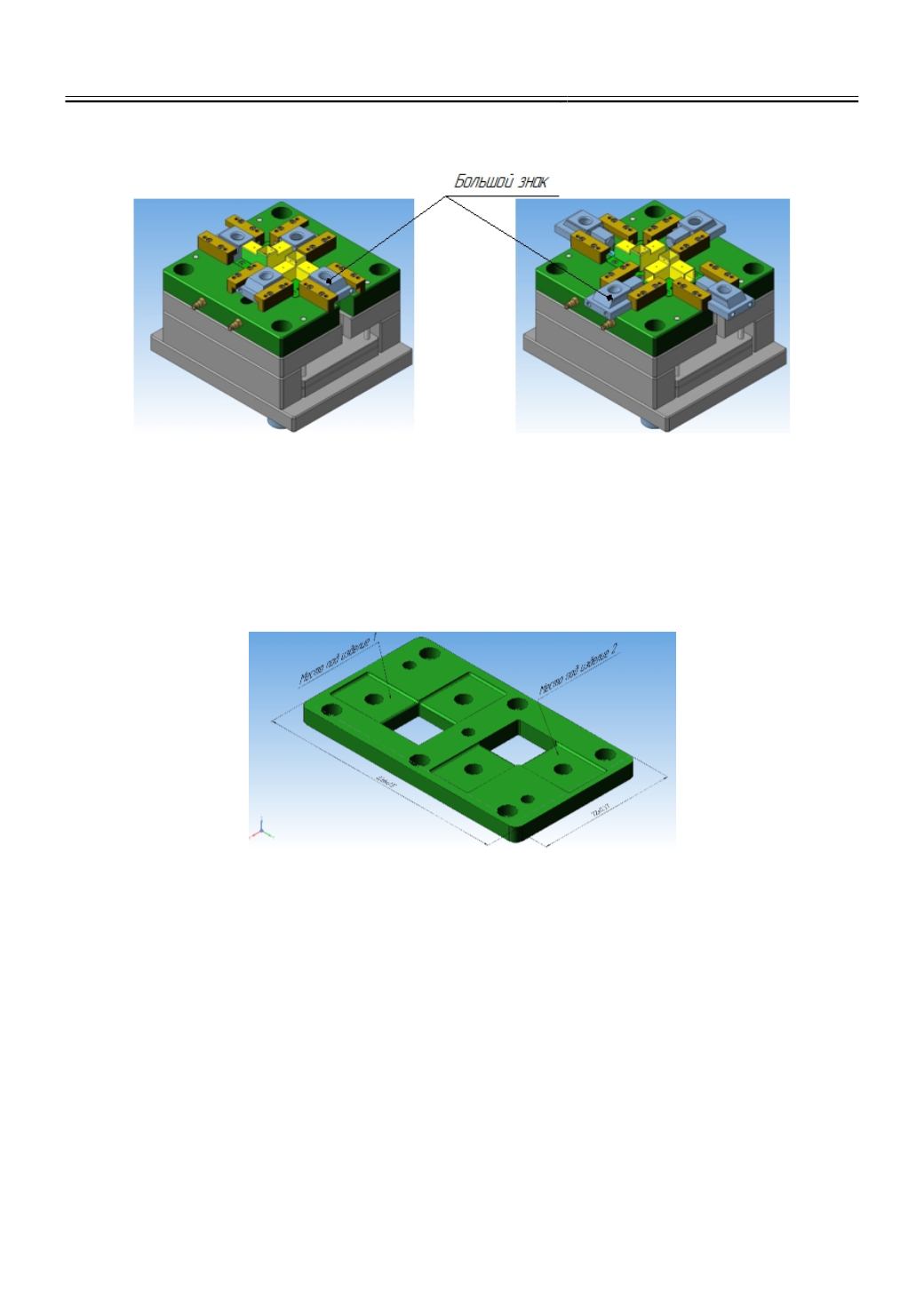
при размыкании позволяют свободно вытолкнуть изделия из гнёзд (рис. 2, положение 2). Все
четыре элемента идентичны.
a
б
Рис. 2.
Пресс-форма:
a
- положение 1;
б
- положение 2
При проектировании формообразующей полости пресс-формы установлено, что про-
странство, занимаемое изделием, позволяет внести в конструкцию дополнительную полость
(гнездо) для еще одного изделия (рис. 3). В результате фактическая производительность
пресс-формы повышается в два раза.
Рис. 3.
Формообразующая матрица
При разработке пресс-формы необходимо учитывать тепловой баланс рабочих
элементов и расплавленного материала для получения необходимой жидкотекучести
расплава в процессе заполнения формообразующей полости (гнезда). В результате
моделирования процесса заполнения формы с помощью пакета прикладных программ
LVMFlow [15, 16] были получены условия достижения равномерной плотности и низкого
уровня остаточных напряжений. Поскольку подвижный формообразующий элемент БЗ
воспринимает от изделия наибольшее температурное воздействие, принято решение о
создании специальных каналов для протекания охлаждающей жидкости [17].
С помощью CAD системы Компас 3D [18] было разработано несколько вариантов как
разъемных, так и неразъемных конструкции БЗ (рис. 4, 6). В результате моделирования [19] и
натурных испытаний разъёмных конструкций, соединяемых с помощью сварного шва (рис.4,
5), получено, что после отработки пресс-формой нескольких тысяч циклов сварной шов не