















 22 / 142
22 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
22
излучения относительно поверхности заготовки скорость сварки, для получения без внешних
дефектов в виде трещин, не проваров, подрезов сварных соединений.
В результате были найдены оптимальные энергетические параметры лазерного
воздействия для получения без внешних дефектов сварных соединений. Оптимальные
параметры без внешних дефектов в виде трещин, не проваров, подрезов сварных соединений
ЛС составили для сплава системы Al-Mg-Li (1420) мощность излучения W = 3 кВт, сплав
системы Al-Cu-Li (1441) W = 3 кВт, скорость сварки V = 4 м/мин и заглубление фокуса от
верхней границы листа -3 мм для обеих систем.
На оптимальных режимах ЛС была изучена макроструктура сварных соединений
двух систем Al-Mg-Li и Al-Cu-Li. Были измерены ширины шва сверху и снизу так же были
изготовлены шлифы для расчета площади и объема сварного соединения.
Разработка технологии подготовки и активации частиц скандия для нанесения на
алюминиевые сплавы перед процессом сварки. Для оптимизации технологии нанесения была
выбрана фракция порошка Sc 40-80 мкм. Далее происходила активация и дробление частиц
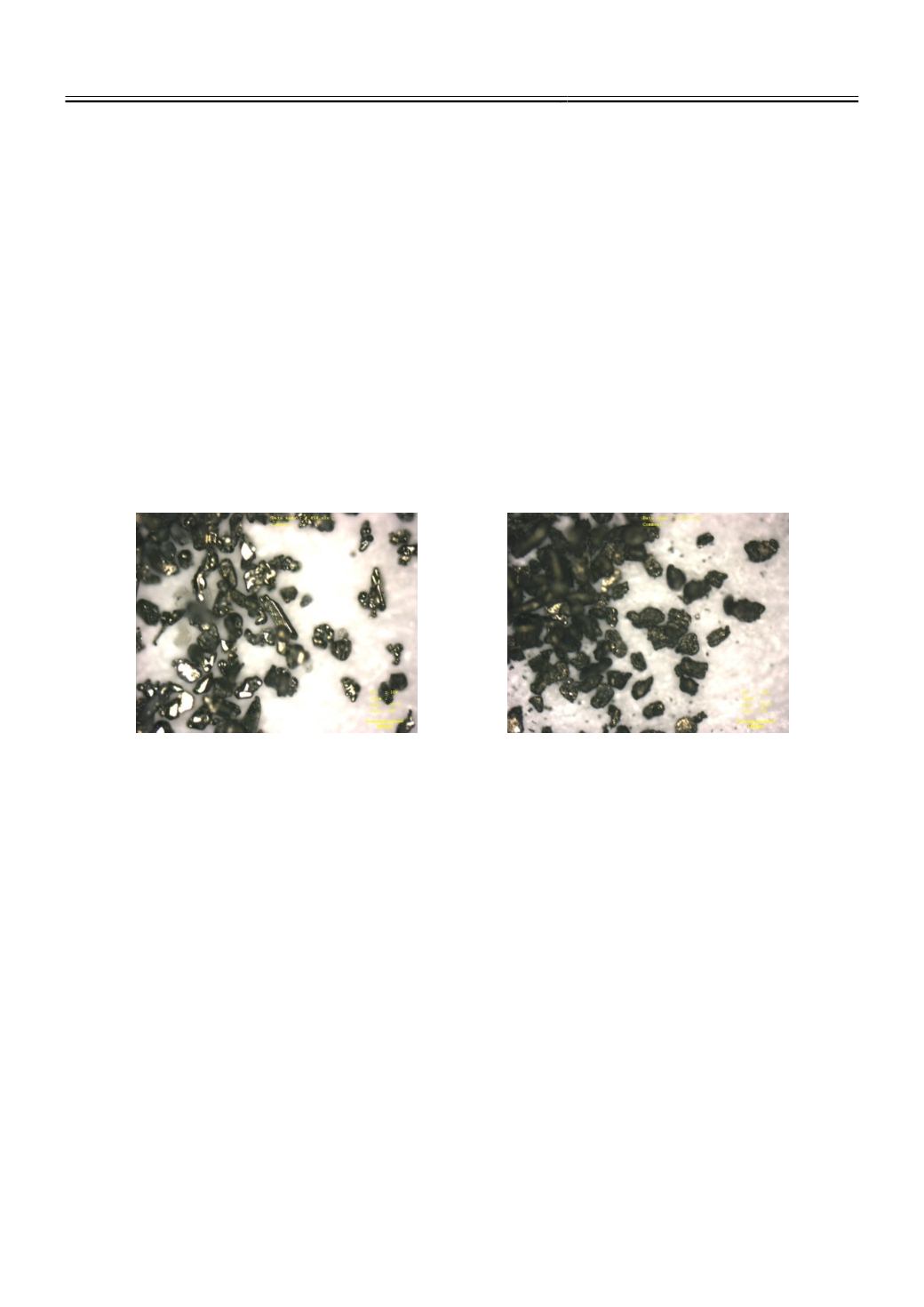
Sc в планетарной мельнице АГО-2, время активации, составило 60 с. На рис. 1 представлены
частицы Sc (увеличение 10
X
) серебристого цвета с жёлтым отливом, до активации и после.
Произошло дробление крупных частиц.
а
б
Рис. 1.
Фотография частиц Sc: а) до активации; б) после активации
Технологии нанесения частиц Sc на алюминиевые сплавы, осуществлялся методом
аддитивности. Sc наносился на поверхность с помощью изготовленного, жесткого калибра с
прорезью, толщиной 100 мкм, материал нержавеющей сталь. Масса нанесения составляла ≈
0,6-0,8% от массы сварного шва. Частицы Sc разравнивались с помощью титановой
пластинки по поверхности сплавов. Практически делался моно слой. Закрепление частиц
осуществлялось с помощью слабого раствора БФ-6 на бутаноле. Образец с закрепленными
частицами Sc незначительно нагревался для испарения спирта.
Далее осуществлялся процесс сварки на раннее найденных оптимальных режимах без
Sc, при мощности излучения 3 кВт и скорости сварки 4 м/мин. на данном режиме ЛС
произошло интенсивное кипение и разрушение сварного шва. Для предотвращения
разрушения сварного шва мощность излучения уменьшили. Процесс ЛС далее
осуществлялся при мощностях 1,6; 2; 2,4 кВт, и скорости сварки 4м/мин. С ростом
мощности в сварном шве наблюдается крупные поры, приводящие к охрупчиванию сварного
шва. На мощности 1,6 кВт наблюдается не провар. Оптимальная мощность без разрушения
сварного шва и отсутствие не провара составило 2 кВт, при этом наблюдалась пористость.
Было сделано предположение, что скорость процесса высока. Частицы Sc не успевают про
взаимодействовать с другими элементами и не происходит равномерного перемешивания Sc
в сварном шве. При выбранной мощности 2 кВт, скорость процесса лазерной сварки
уменьшили в 2 раза. Стоит заметить, что скорость ЛС 4 м/мин для образцов без Sc является