















 18 / 142
18 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
18
Рис. 2.
Параллельно-последовательный запуск партий деталей в производство [3]
Результаты и обсуждение
На основании методики запуска партий деталей в производство была разработана
программа в Office Excel для графического расчета длительности производственного цикла
обработки при последовательном запуске деталей. На рисунке 3 представлена циклограмма
обработки двух деталей по партиям из 3 единиц каждая на трех токарных (норма времени 10
мин.) и двух фрезерных (норма времени 12 мин.) станках. Время переналадки станка при
переходе от обработки партии одной детали к другой 2 мин. Длительность
производственного цикла обработки появляется автоматически на горизонтальной оси
графика Excel. Изменяя исходные данные график Excel позволяет интерактивно
перестраивать длины отрезков и соответственно пересчитывать продолжительность цикла.
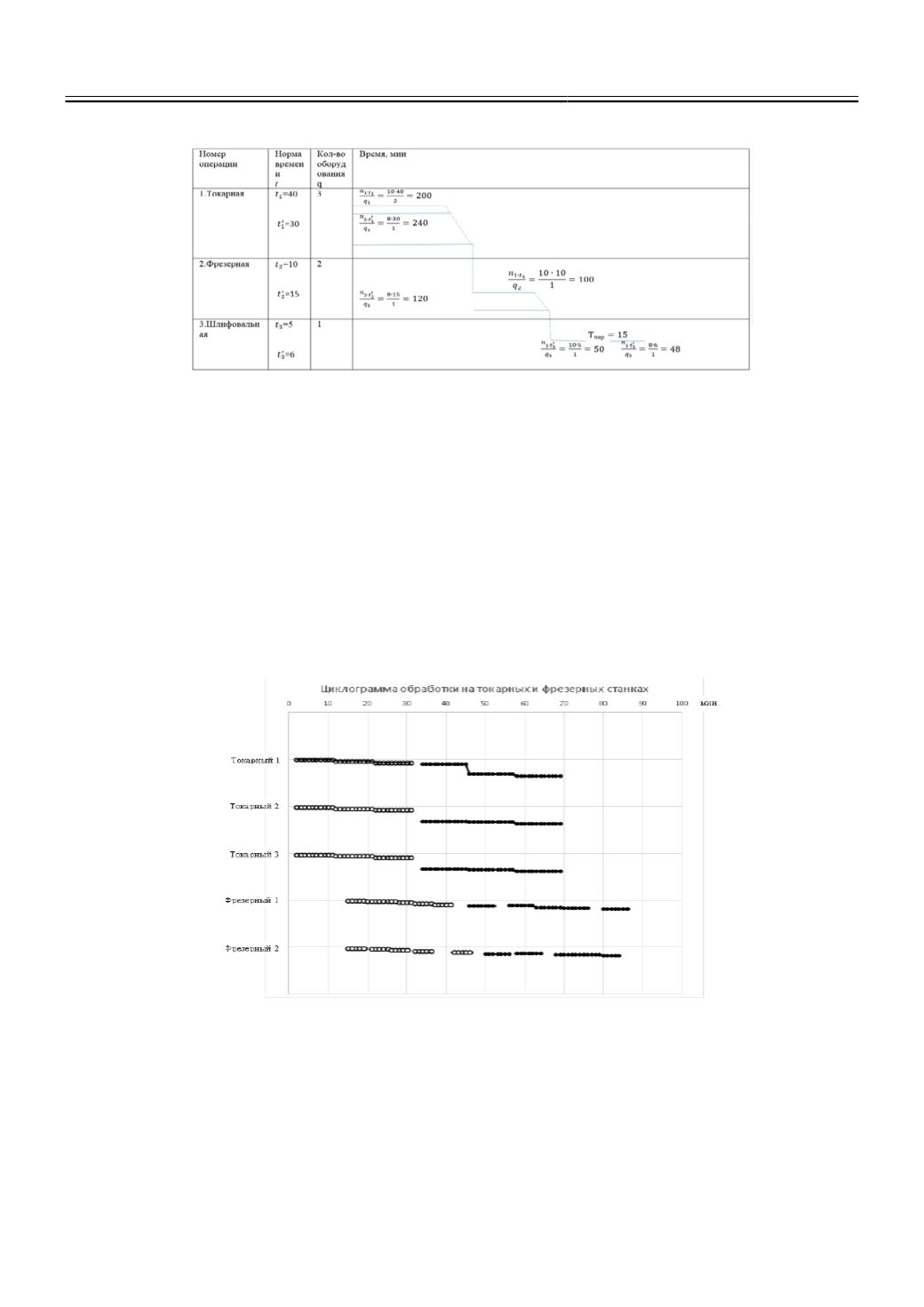
Рис. 3.
Циклограмма обработки партий двух деталей на токарных и фрезерных станках при
последовательном запуске (белым – график обработки первой детали; черным – график
обработки второй детали)
Выводы
Установлено, что для определения очередности запуска-выпуска партий деталей в
производство необходимо сгруппировать детали на основании сходного технологического