















 27 / 142
27 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
27
износ инструмента. Для предотвращения трения абразивных частиц об режущие кромки
инструмента, следует постоянно удалять частицы из зоны обработки в процессе резания.
Обработка отверстий
Механическая обработка отверстий в сплошном КМ возможна при помощи перового
сверла или концевой фрезы. И в том и другом случае обработка идет на малых подачах и
оборотах шпинделя.
При обработке отверстий фрезой происходит выдавливание «донышка» материала
(рис.2,а), что приводит к зарождению трещин, появлению больших сколов и разрушению
заготовки и как следствие порче последней. При обработке перовым сверлом на кромках
отверстия возникают незначительные сколы (рис.2,б).
а
б
Рис. 2.
Дефекты при обработке отверстий:
а -
сколы и разрушения после фрезерования; б - незначительные сколы после сверления
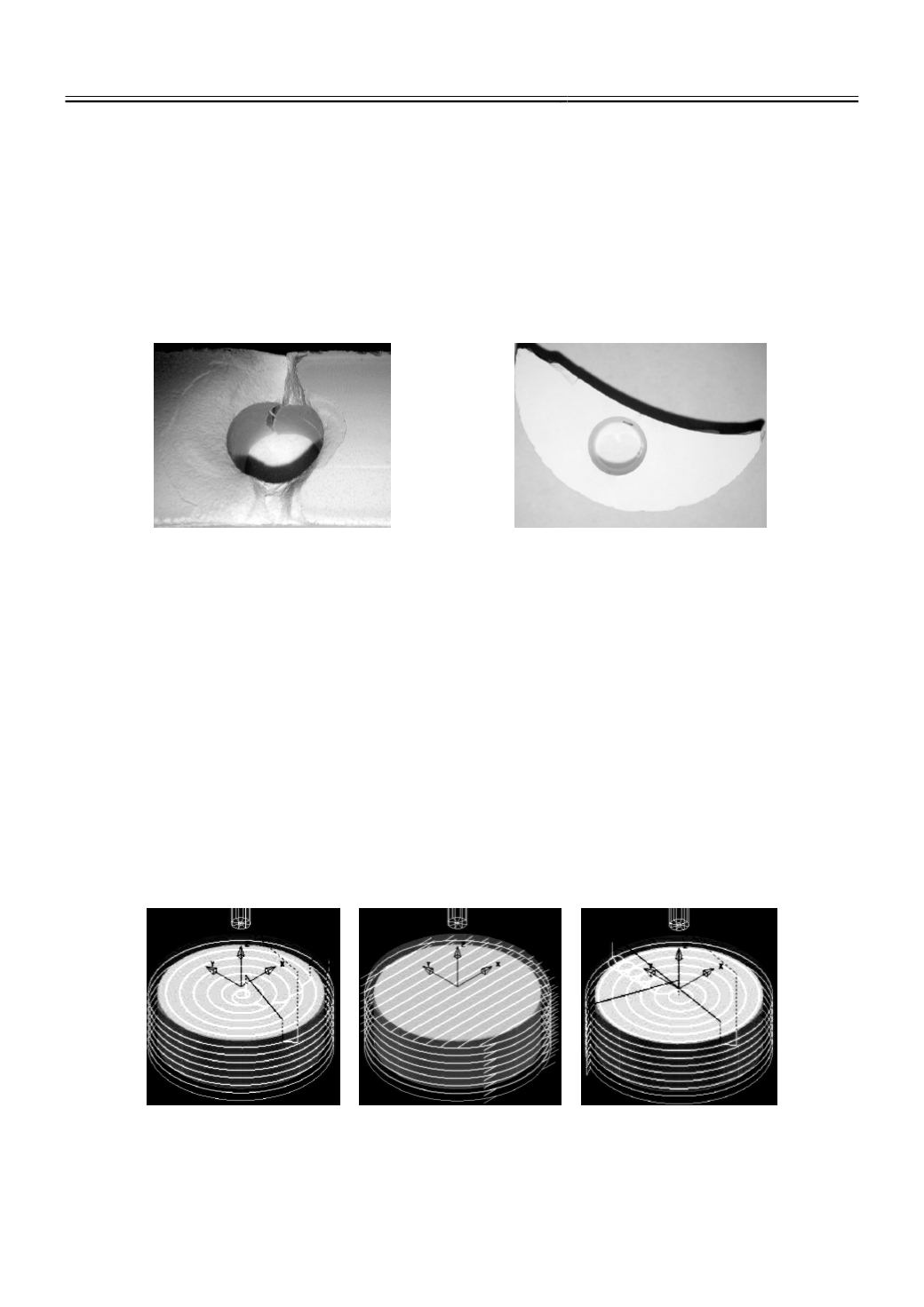
Схема обработки
При написании управляющей программы (УП) в программном продукте
Powermill
возможно три варианта траектории обработки.
Траектория
«смещать все»
характеризуется врезанием инструмента в центре
заготовки. Обработка происходит по эквидистанте. Такой способ негативно влияет на
инструмент (трёхсторонняя схема резания), приводит к большому количеству сколов на
поверхности заготовки, что ухудшает качество поверхности (рис. 3, а).
При использовании траектории
«растр»
обработка происходит ступенчато, что в
корне ухудшает качество поверхности и приводит к большому количеству сколов на кромках
детали в процессе врезания инструмента (рис. 3, б). Траектория
«смещать модель»
характеризуется тем, что врезание инструмента происходит с наружного контура и
постепенно углубляется в центр по эквидистанте (рис. 4, в). Для уменьшения количества
сколов и выбоин необходимо использовать попутную схему фрезерования.
а
б
в
Рис. 3.
Траектории движения инструмента:
а – траектория «смещать все»; б – траектория «растр»; в – траектория «смещать модель»