















 26 / 142
26 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
26
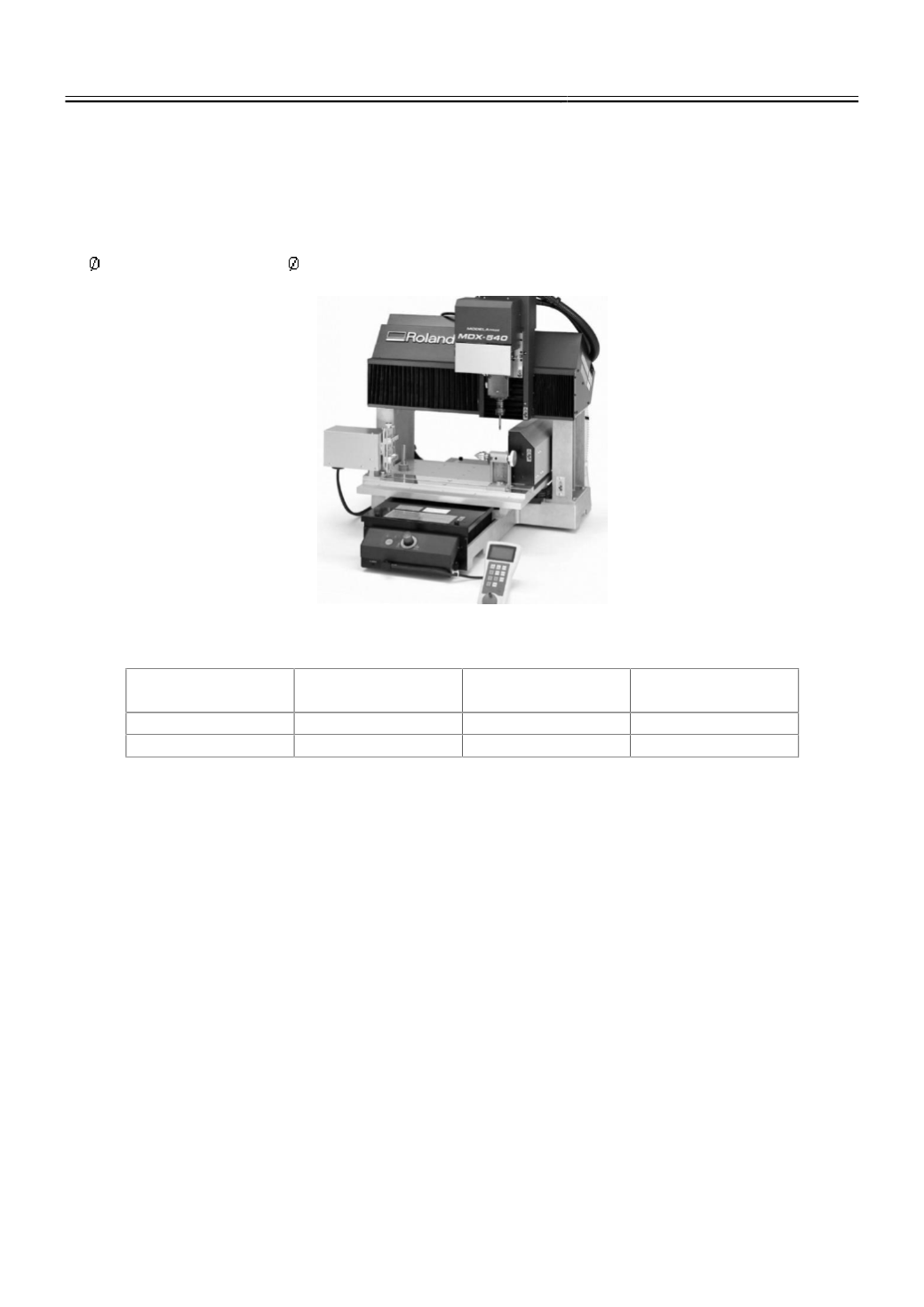
Методика экспериментального исследования
Для проведения экспериментальных исследований использовалось оборудование
фирмы Roland MDX 540S (Япония) станок с ЧПУ (рис.1) и программное обеспечение
Powermill 2016. В таблице 1 представлены режимы, использованные при обработке
керамики. В качестве режущего инструмента применялись концевая твердосплавная фреза
6 мм и перовое сверло 8мм.
Рис. 1.
Станок с ЧПУ Roland MDX 540S
Таблица 1
Режимы резания
Геометрический
элемент
N,
об/мин
V,
мм/мин
S,
мм
Плоскость
8000
360
0,3
Отверстие
400
10
-
Результаты и обсуждение
В результате проведенных экспериментов были определены вопросы, связанные с
обработкой керамических материалов.
Особенности крепления керамических заготовок в приспособление
Для зажима заготовки не требуется большого усилия зажима т.к. «сырая» или
«подспеченная» керамика находится в состоянии, когда нет сильных взаимосвязей между
частицами, поэтому не требуется больших сил чтобы разделить их в процессе обработки.
При установке заготовки в приспособление следует учитывать площадь контакта. Не
значительный перекос или недостаток площади соприкосновения может спровоцировать
процесс разрушения заготовки или зарождения трещин.
Износ инструмента
Керамика в «сыром» виде есть не что иное, как абразив. При ее обработке инструмент
изнашивается за очень короткий промежуток времени, вследствие чего инструмент в зоне
обработки начинает разогревать материал, что приводит к дефекту керамики в виде прижога.
Это может привести к изменению структурного состояния материала. Структурные
изменения могут сказаться на механических свойствах изделия.
В процессе обработки в зоне резания материал удаляется в виде абразивных частиц,
которые налипают на инструмент и на обрабатываемую деталь, что негативно влияет на