













 309 / 530
309 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
309
Для устранения этих дефектов
используют специальные конструкции
инструментов,
оптимизируют
их
геометрию, технологические режимы и
условия
обработки,
используют
специальные приспособления.
Следует отметить, что постоянно
увеличиваются требования по точности и
шероховатости обработанных поверхно-
стей. Например, требования по шерохо-
ватости поверхности отверстий в ответ-
ственных конструкциях изделий дости-
гают значения R
a
=1,6 мкм. Для миними-
зации дефектов многие инструменталь-
ные фирмы предлагают специальные конструкции фрез [1].
Широко применяется обработка борфрезами с перекрестной насечкой образующей
системы прерывистых режущих кромок, обеспечивающих обработку КМ при малых силах
резания [2]. Для чистовой обработки контуров деталей используют однозубые фрезы. Кон-
турную обработку сравнительно толстого листового материала выполняют фрезами с разно-
направленными спиральными канавками (рис. 4, в), которые позволяют избежать расслоения
материала, поскольку осевые силы резания, возникающие при обработке, сжимают поверх-
ностные слои сверху и снизу листа (рис. 5) [2].
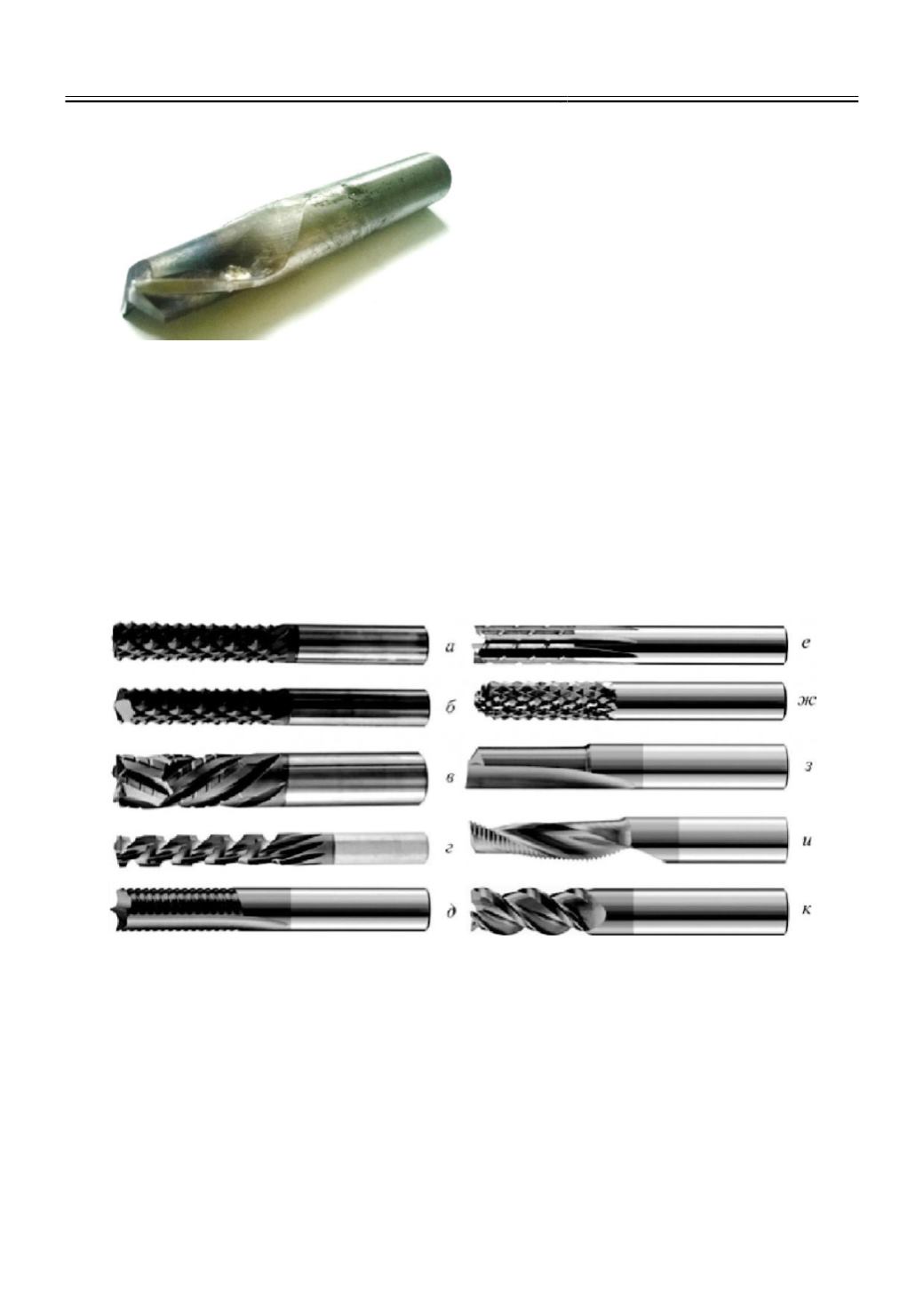
Рис. 4.
Фрезы специальной конструкции для обработки стеклопластика. а – борфреза с
перекрестной насечкой; б – борфреза с перекрестной насечкой и сверлом; в – фреза с
разнонаправленными спиральными канавками; г – многозубая фреза с большим углом
наклона стружечных канавок; д – борфреза с обратным режущим торцом; концевая фреза с
прямым зубом и стружко-разделительными канавками; ж – сферическая концевая фреза с
перекрестной насечкой (конструкция «кукуруза»); з – концевая фреза z=1, прямой зуб для
высокоскоростной чистовой обработки; и – однозубая концевая фреза для высокоскоростной
обработки, z=1, правая спираль, прерывистая режущая кромка; к – концевая фреза, z=3,
спираль 45°, с неравномерным шагом режущих кромок.
Рис. 3.
Двузубая концевая фреза
(инструментальный материал Р6М5)после
работы при температуре свыше 300 ºС.