













 310 / 530
310 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
310
Рис. 5.
Направления действия осевых сил резания при фрезеровании фрезами
с разнонаправленными спиральными канавками (а)
и при обработке обычной концевой фрезой (б).
В силу дороговизны данных инструментов имеет место использование стандартных
твердосплавных фрез со специальными конструктивно-геометрическими параметрами. Ре-
комендации по назначению этих параметров, за исключением отдельных редких случаев,
представлены в отраслевом стандарте ОСТ 5.9569-74. Этот стандарт так же не учитывает
большое количество марок стеклопластика, которые появились более чем за четыре десяти-
летия [3].
Таким образом, технолог сталкивается с трудностями при выборе фрез для обработки
стеклопластика с одной стороны из-за отсутствия рекомендаций по выбору фрез и назначе-
нию конструктивно-геометрических параметров, с другой – из-за дороговизны режущего ин-
струмента. Это приводит к необходимости исследования процесса фрезерования различных
марок стеклопластика фрезами со специальными конструктивно-геометрическими парамет-
рами и инструментом специальной конструкции.
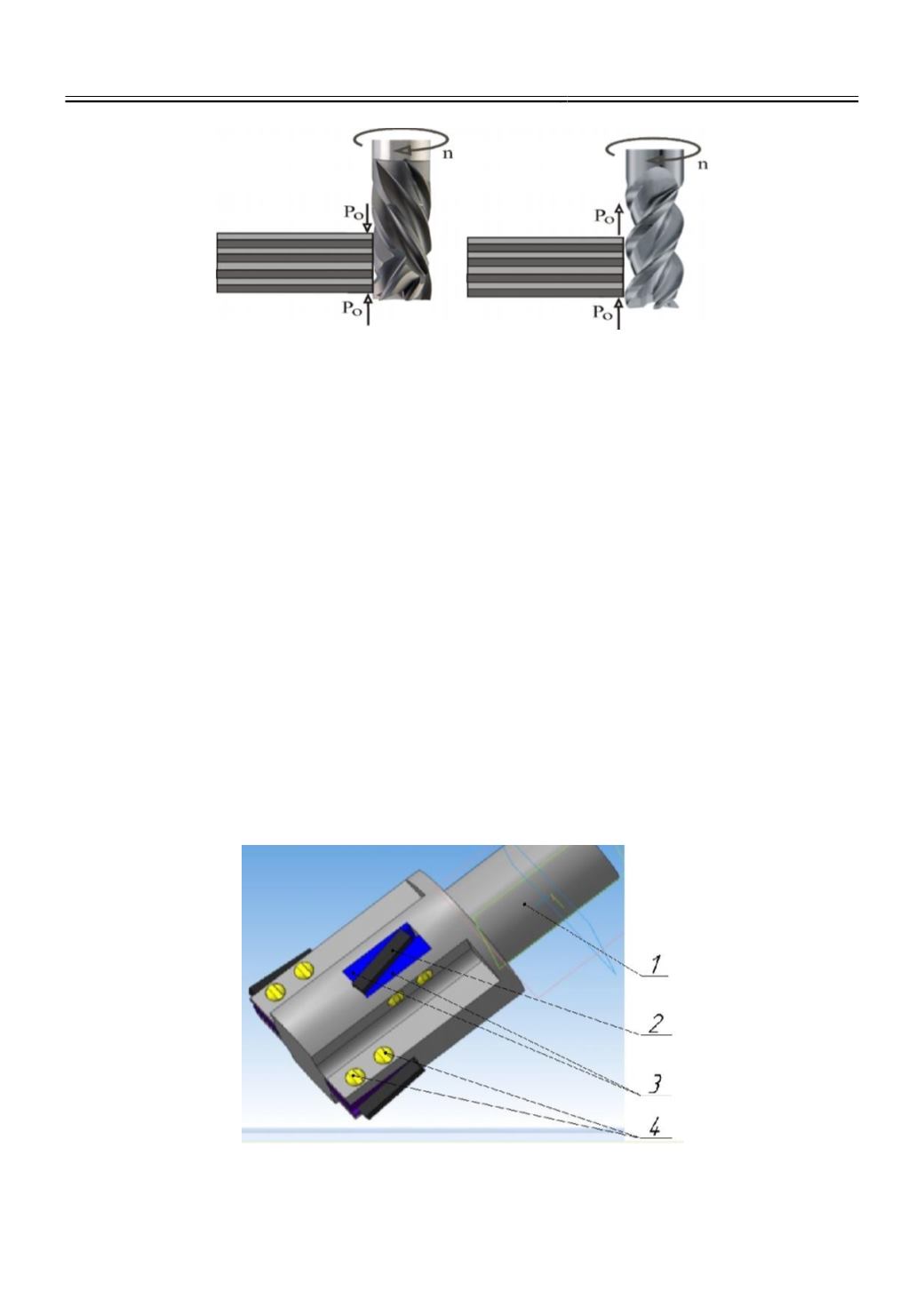
Эту проблему может решить использование фрезы оригинальной конструкции [4],
Предлагаемая фреза (рис. 6) представляет собой цельный цилиндрический корпус 1 диамет-
ром 50мм из стали 40Х со специальными прямоугольными пазами определённой глубины,
расположенными в шахматном порядке. В паз вставляется твёрдосплавная пластинка 2, ко-
торая ориентируется под определённым углом ω парой клиньев 3, после чего клинья фикси-
руются винтами 4. Меняя геометрию вставных клиньев и твёрдосплавной пластинки можно
варьировать углы ω, α, γ. Кроме того, можно изменять число зубьев z.
Рис. 6.
Экспериментальная фреза