













 315 / 530
315 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
315
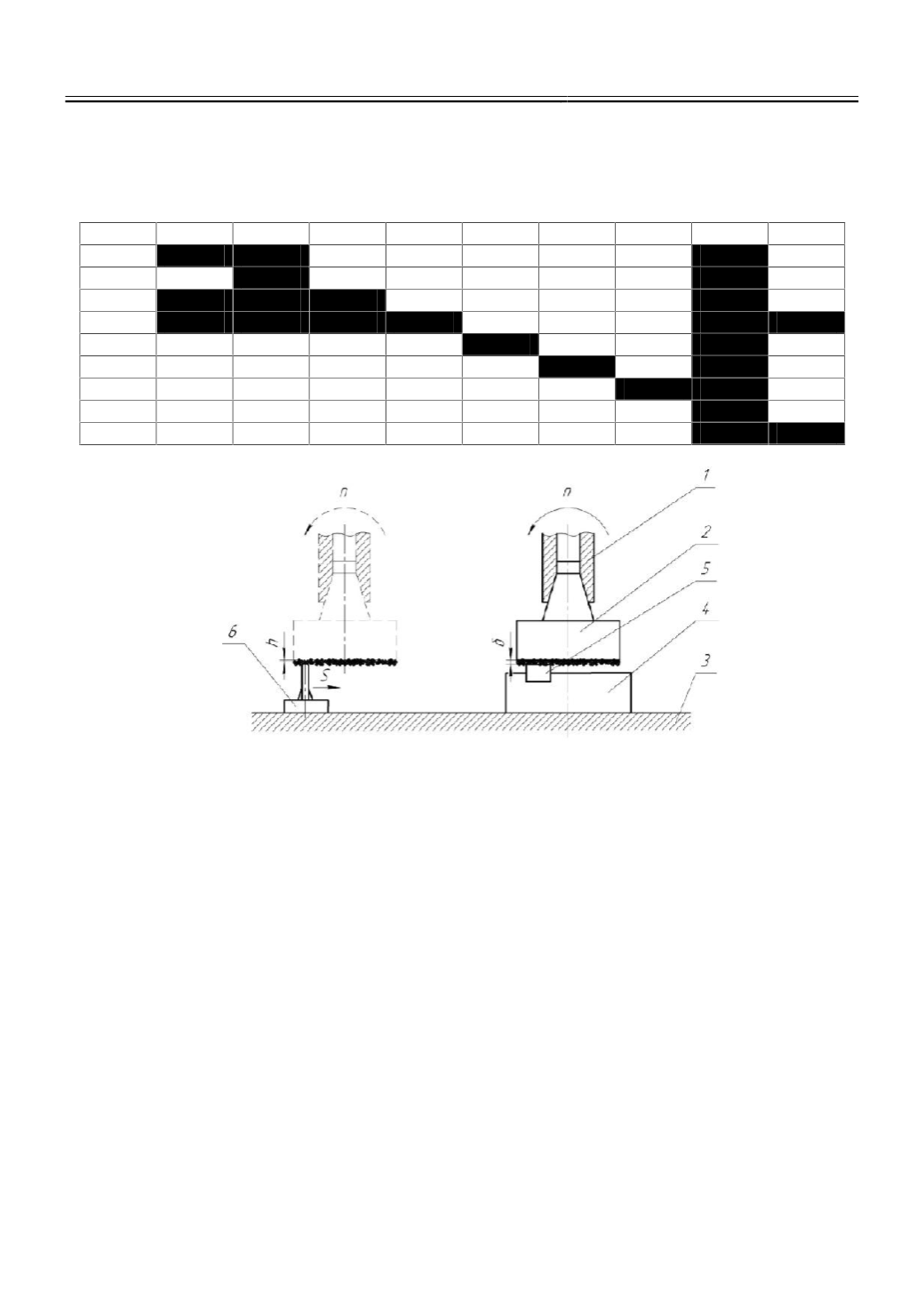
поверхностью индуктора и металлическим карандашом, n – частота вращения шпинделя, δ –
величина рабочего зазора.
Таблица
Стойкость магнитно-абразивного инструмента
I
II
III
IV V VI
VII
VIII
IX
I
II
III
IV
V
VI
VII
VIII
IX
Рис. 1.
Структурная схема установки для осуществления способа
правки металлическим карандашом
В процессе обработки изделия с течением времени магнитный порошок изнашивает-
ся, вследствие чего необходима его правка. Правка рабочей поверхности абразивного ин-
струмента происходит при вращении магнитного индуктора с частотой n и одновременном
перемещении стола станка с величиной подачи S с необходимым зазором h между рабочей
поверхностью инструмента и металлическим карандашом.
Предлагаемое решение поясняется рисунком 2, на котором изображена схема реали-
зации способа правки рабочей поверхности магнитного индуктора воздействием струи сжа-
того воздуха. На рисунке обозначено: 1 – шпиндель вертикально-фрезерного станка с ЧПУ, 2
– цилиндрический магнитный индуктор, 3 – стол станка, 4 – тиски, 5 – обрабатываемая де-
таль, 6 – сопло для подачи воздуха под давлением, 7 – удерживающее сопло устройство, S –
подача стола станка, h – зазор между рабочей поверхностью индуктора и соплом, n – частота
вращения шпинделя, δ – величина рабочего зазора.
В процессе обработки изделия с течением времени магнитный порошок изнашивает-
ся, вследствие чего необходима его правка. Правка рабочей поверхности абразивного ин-
струмента происходит при вращении магнитного индуктора с частотой n и одновременном
перемещении стола станка с величиной подачи S с необходимым зазором h между рабочей
поверхностью инструмента и соплом для подачи сжатого воздуха.