













 308 / 530
308 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
308
Для обработки ком-
позиционных материалов
применяются цельные и со-
ставные фрезы с затыло-
ванными и острозаточен-
ными зубьями, а также
сборные конструкции фрез.
Основной недостаток цель-
ных фрез состоит в том, что
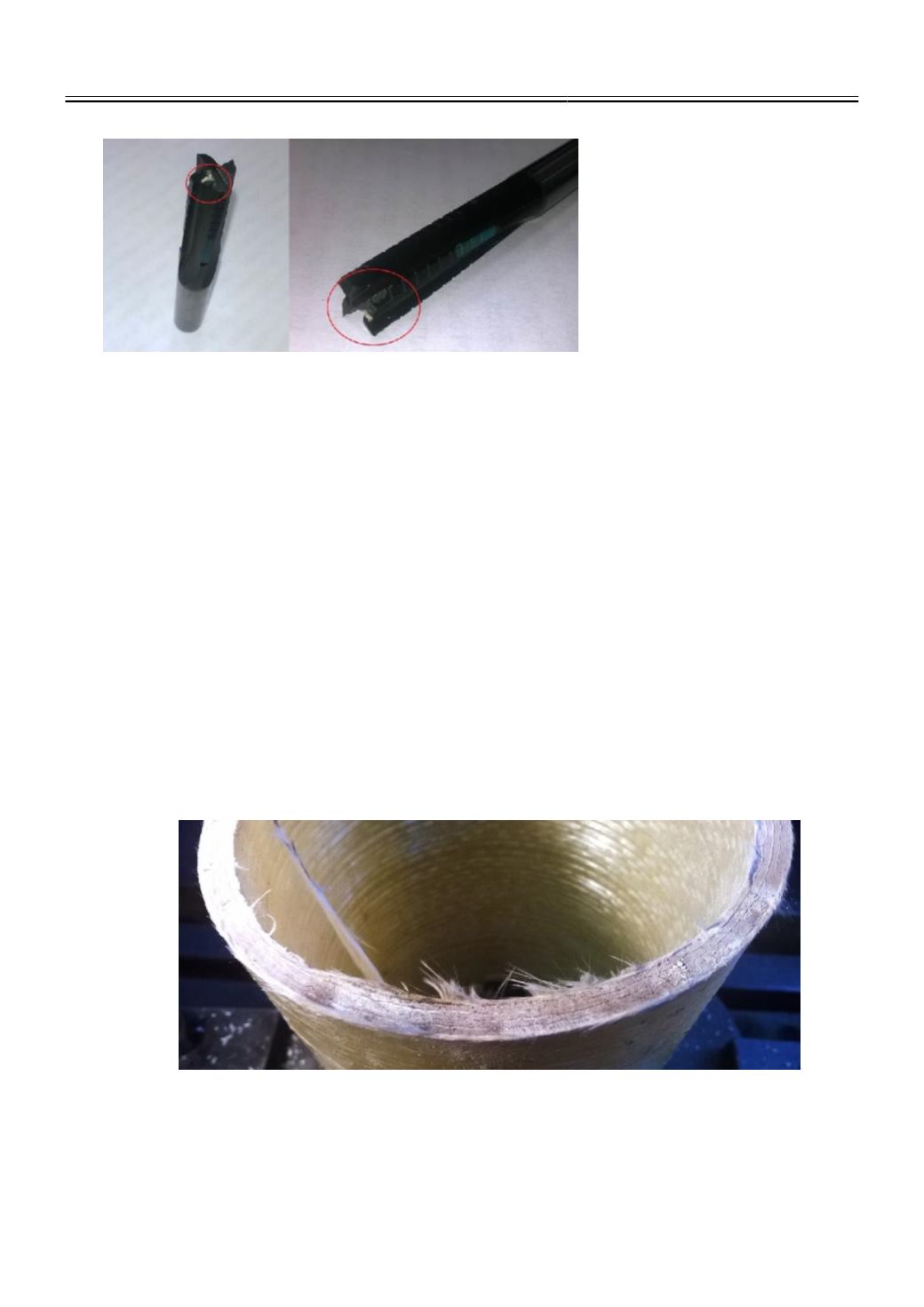
в случае поломки (рис. 1)
или аварийного износа од-
ного из зубьев вся фреза
становится негодной к экс-
плуатации. Такой инструмент либо подлежит восстановлению и ремонту, а это процесс до-
статочно трудоёмкий, либо совсем не используется в дальнейшем, что тоже не выгодно с
точки зрения экономии инструментальных материалов.
Теория
Одним из перспективных направлений повышения стойкости и работоспособности
инструмента является переход на изготовление сборных конструкций, основное достоинство
которых – экономия дорогостоящих инструментальных материалов. Данный тип фрез имеет
недостатки: относительно более высокую трудоёмкость изготовления и эксплуатации, значи-
тельные габариты.
Основными дефектами, возникающими при механической обработке, являются: раз-
рушение матрицы, выдергивание волокон, непрорез волокон, термическая деструкция мат-
рицы. Происхождение этих дефектов обусловлено особенностями лезвийной обработки
стеклоплатика. В отличие от металлов, стеклопластики обладают низкой теплопроводностью
и теплостойкостью. При температурах выше 300...350ºС начинается термодеструкция связу-
ющего. Это приводит к резкому ухудшению качества обработанной поверхности, появлению
прижогов, дефектного слоя (рис. 2).
Рис. 2.
Расслоение, прижоги обработанной поверхности
Высокая температура негативно сказывается и на самом инструменте, приводя к его
интенсивному износу и ухудшению режущих свойств (рис. 3).
Рис. 1.
Поломка зуба цельной фрезы (выделено) фирмы Iscar