













 263 / 530
263 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
263
Также как и в предыдущем случае при таком базировании заточку сверла можно про-
изводить одной поперечной кареткой. Перемещение поперечной каретки при заточке сверла
необходимо контролировать индикатором часового типа.
Таким образом: 1) при базировании
сверла в трехкулачковый патрон оператору
наиболее комфортно производить переточ-
ку сверла. Для удобства настройки угла
вместо обычного винта 8 (рис.4) необходи-
мо установить микрометрический винт для
установки смещения «k» (рис.1) и протари-
ровать его на значения заднего угла для
различных диаметров сверл (рис. 5); 2) в
трехкулачковом патроне можно точно зата-
чивать только шнековые сверла или лопа-
точные без стружечного исполнения кана-
вок сверла; 3) для заточки сверл с нормаль-
ным углом наклона стружечных канавок
необходимо применять цанговые зажимы.
Качество заточки сверл определяет
точность заточки сверл после модернизации
сверлодержателя (рис. 4) с помощью приспособления для измерения биения режущих кро-
мок сверла. Результаты следующие: средняя точность заточки (биение кромок сверла) – 0,02
мм.
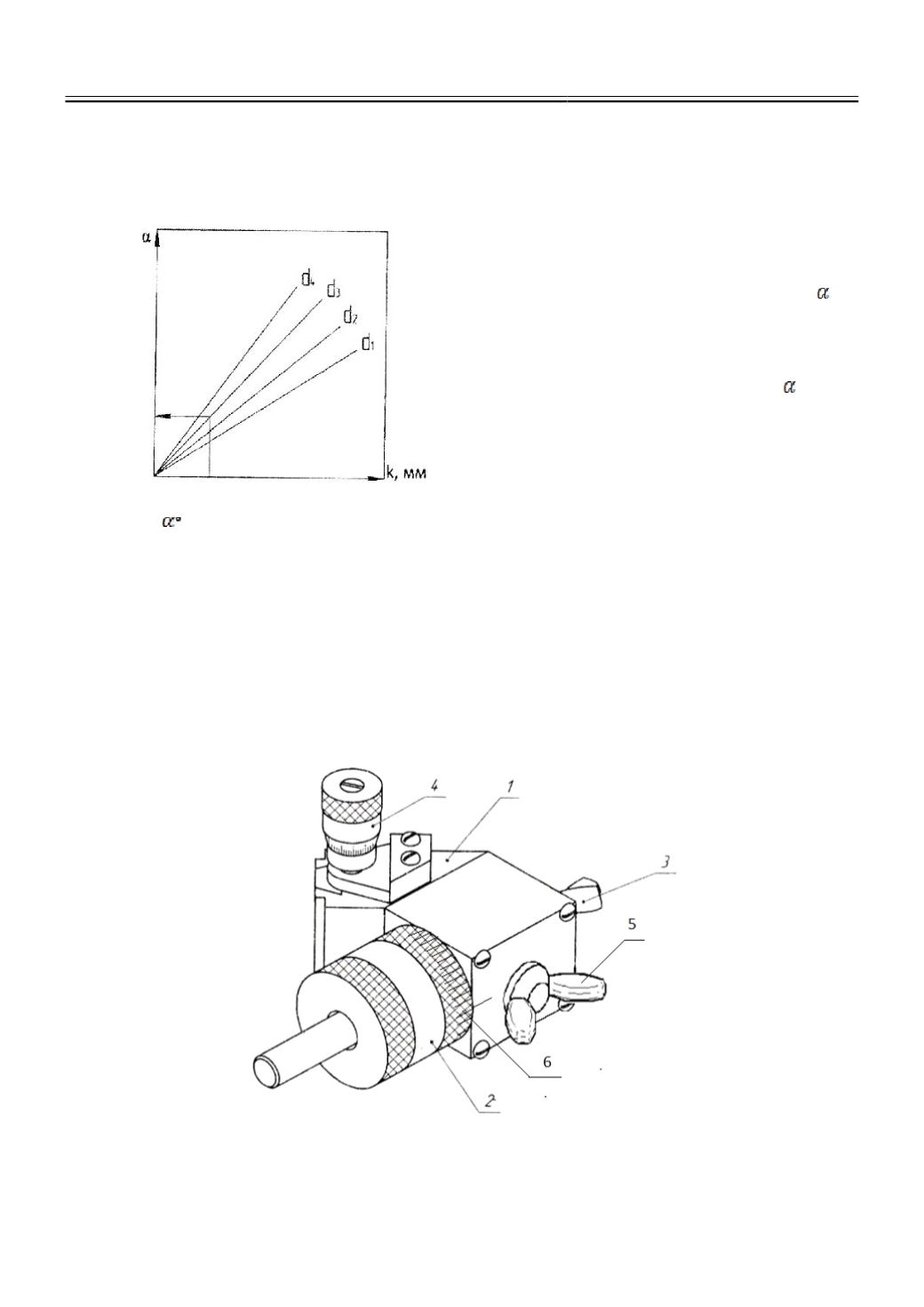
Итак, установку значения затачиваемого заднего угла осуществляем с помощью мик-
рометрического винта для поперечного смещения головки сверлодержателя 5 (рис.4) и тари-
ровочного графика (рис.5).
Общий вид модернизированного узла сверлодержателя с зажимом сверла через свер-
лильный патрон или цанговый зажим показан на рис. 6.
Рис. 6.
Модернизированный узел сверлодержателя с зажимом:
1.
Корпус поперечной каретки сверлодержателя; 2. Сверлильный патрон или цанговый; 3. Сверло; 4.
Микрометрический винт поперечного смещения; 5. Базовый зажимной винт фиксации сверла при
повороте на 180
0
; 6. Базовые метки для установки сверла при повороте его на 180
0
.
Рис. 5.
Тарировочный график установки
угла с помощью микрометрического
винта на сверлодержателе.