













 265 / 530
265 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
265
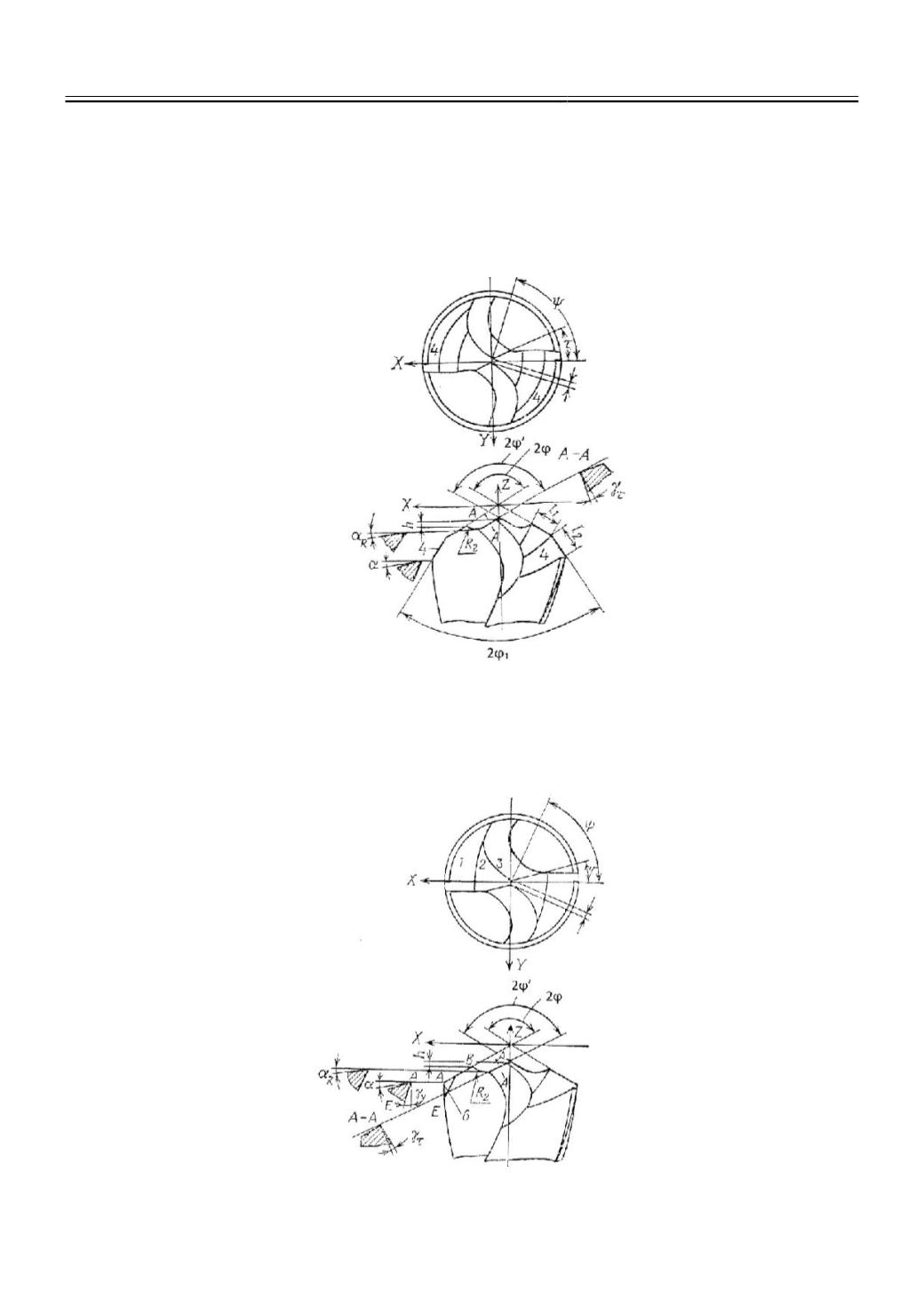
Для разных целей и видов обработки были разработаны варианты многокромочных
сверл.
Многокромочное сверло для обработки чугуна (рис. 8) имеет двойной угол ϕ при
вершине, ϕ
1
при этом равен 70
0
. Это существенно улучшает условия теплоотвода от внешних
режущих кромок. Поперечная кромка сверла для чугуна короче, а центр вершины сверла
расположен ниже, чем у типичного многокромочного сверла.
Рис. 8.
Многокромочное сверло для обработки чугуна.
Иногда при сверлении латуни, меди сверло может само ввинчиваться в отверстие
(эффект саморезов). Для устранения этого явления у сверл для этих материалов вблизи
внешнего угла режущей кромки АВ выполняют небольшую дополнительную плоскость 6
(рис. 9) (подточка).
Рис. 9.
Многокромочное сверло для обработки латуни.