













 262 / 530
262 / 530

Actual Problems in Machine Building. 2016. N 3
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
262
После этих настроечных процедур осуществляется заточка первой задней поверхно-
сти сверла. Поперечную каретку перемещают на величину снимаемого припуска на 0.4 мм, с
помощью кулачкового механизма 5 (рис. 3, а). Поперечная каретка (рис. 3, а) может переме-
щаться от ходового винта 2 (рис. 3, а) и от кулачкового механизма 5 независимо от ходового
винта 2.
Заточка второй задней поверхности сверла осуществляется следующим образом:
С помощью продольной каретки сверло отводиться из зоны заточки;
Сверло поворачивается на 180 и доводится до касания с упоркой 3 (рис. 2), так как
с первой поверхности снят припуск, то сверло подвинется до упорки 3 на величину снятого
припуска – 0.4 мм, да и с помощью кулачкового механизма каретка пододвинута вперед так
же на 0,4 мм;
С помощью кулачка 5 (рис. 3, а) поперечная каретка отводится в нулевое положе-
ние, т.е. на 0,4 мм, т.е. сверло выдвинуто теперь только на 0,4 мм;
Заточка второй задней поверхности сверла производится уже с помощью продоль-
ного суппорта (снимается припуск 0,4 мм);
Такой способ заточки определяется тем, что база 3 (рис. 2) переменна: в одном случае
упорка касается еще не заточенной задней поверхности сверла, в другом случае заточенной
задней поверхности сверла. При этом сверло при заточке второй задней поверхности пере-
мещается вдоль оси на величину снятого припуска на первой задней поверхности сверла. От-
сюда недостатком такого базирования является то, что одну заднюю поверхность сверла за-
тачиваем с помощью поперечного суппорта, а вторую – с помощью продольного. Качество
заточек этих поверхностей получается различным.
Схема заточка сверла на станке 3Б652 с базированием сверла в трехкулачковом па-
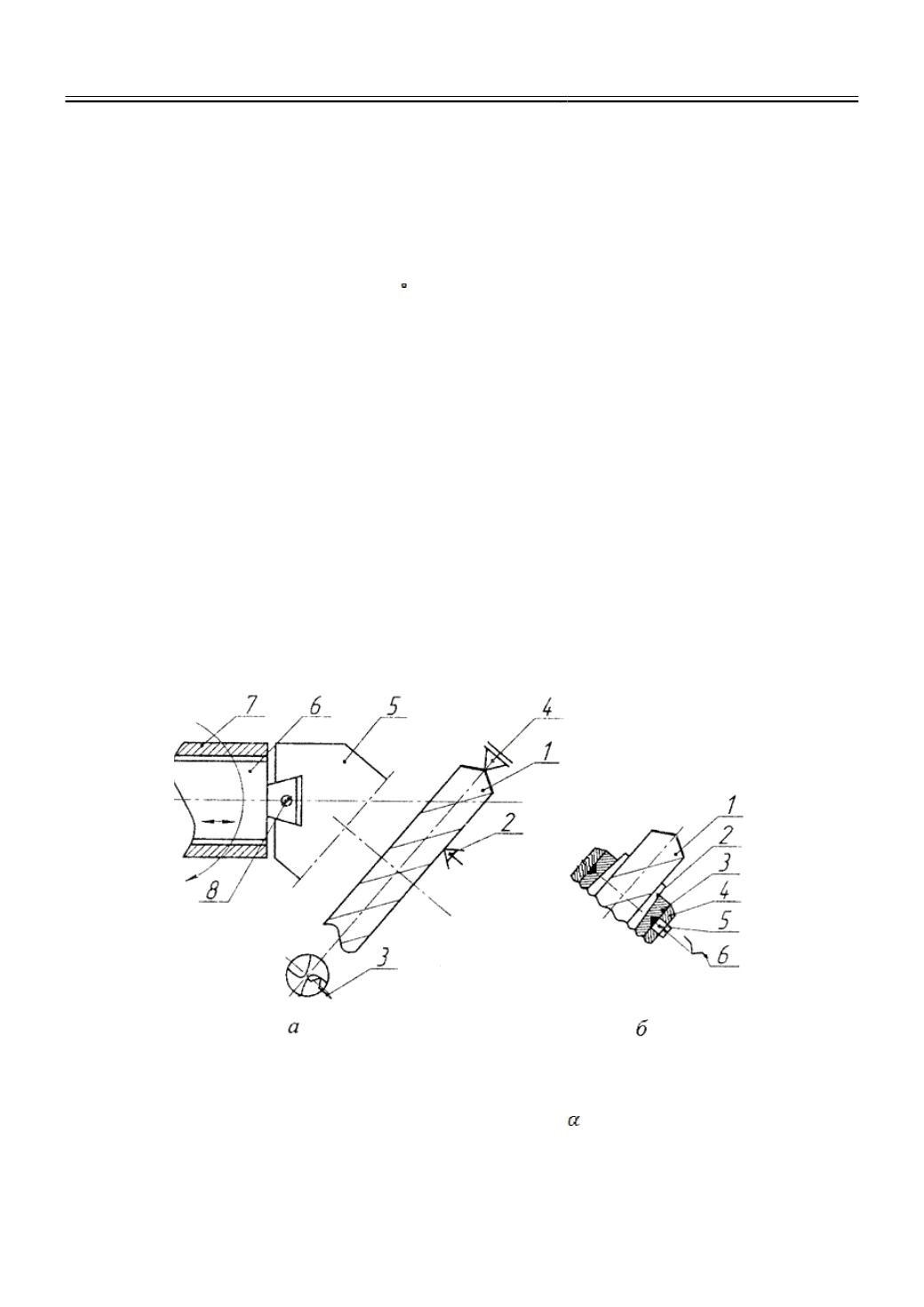
троне или цанге (вместо базирования в призмах) представлена на рисунке 4.
Рис. 4.
Базирование сверла в трехкулачковом патроне
а)
Схема базирования: 1. Сверло; 2. База-трехкулачковый патрон; 3. База-упорки; 4. Скрытая база в
опоре; 5. Поперечный корпус сверлодержателя; 6. Шпиндель сверлодержателя; 7. Опора шпинделя;
8. Винт установки заднего угла .
б)
Конструктивное исполнение базы 4: 1. Сверло; 2. Кулачки патрона; 3. Корпус патрона; 4.
Подшипник; 5. Базирующий винт.