













 261 / 530
261 / 530

Актуальные проблемы в машиностроении. 2016. №3
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
261
О существующем базировании на станке (рис.2) можно сказать следующее:
В сверлодержателе сверло базируется в призмы, при этом устраняется четыре степени
свободы;
Вдоль оси сверла положение сверла ограничивается упоркой, контактирующей с зад-
ней поверхностью сверла не затачиваемой в данный момент, устраняется одна степень сво-
боды;
Движение вокруг оси сверла ограничивается упоркой контактирующей с лезвием
сверла, затачиваемой первым - устраняется одна степень свободы.
Итого: в сумме устраняется шесть степеней свободы, необходимых при установке ба-
зирующего сверла.
Технология заточки сверла при таком базировании при учете того, что сверлодержа-
тель стоит на крестовом суппорте заключается в следующем:
После установки смещения режущей кромки сверла на величину
k
(рис. 1) с помощью
винта (8) (рис.2) перемещения поперечной каретки (5) сверлодержателя (рис. 2), где
, ( -задний угол сверла) с помощью установочных движений продольной и попе-
речной кареток (рис. 3. а, б) сверло располагается в средней части осциллирующего движе-
ния пиноли, при этом установочное перемещение поперечной и продольной кареток осу-
ществляется с помощью ходовых винтов этих кареток (рис. 3. а, б).
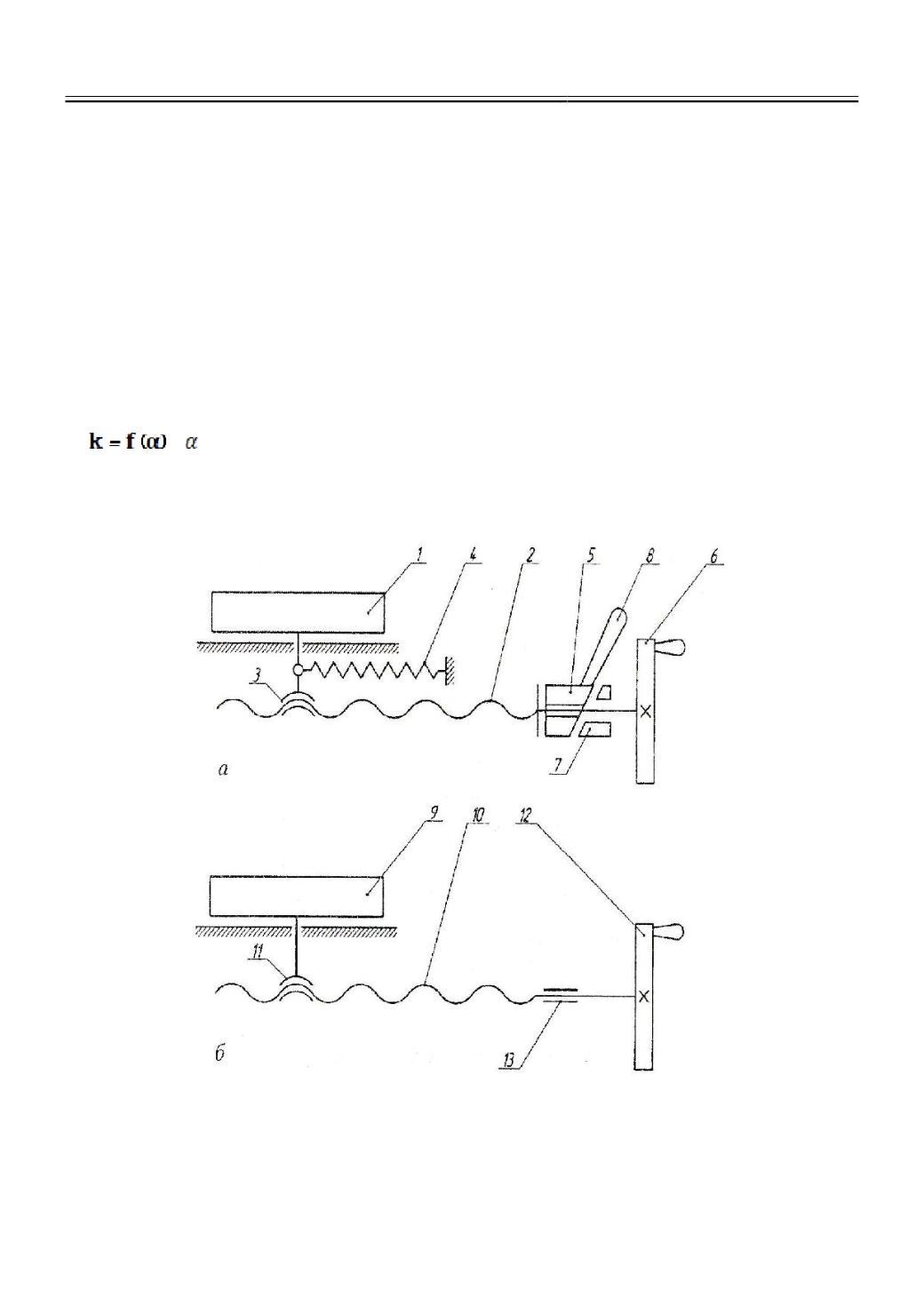
Рис. 3.
Крестовой стол станка:
а)
поперечная каретка;
б)
продольная каретка.
1. Каретка; 2. Ходовой винт поперечной подачи; 3. Гайка поперечной каретки;
4. Пружина; 5. Кулачок; 6. Рукоятка; 7. Опора ходового винта; 8. Каретка продольная 9. Ходовой
винт продольной каретки; 10. Гайка продольного винта; 11. Рукоятка продольного винта; 12. Опора
продольного ходового винта.