
















 97 / 460
97 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
97
Методика экспериментального исследования
Одним из направлений повышения РГТ в ЛВМ является изготовление отливок по
пористым моделям (ПМ) [3], получаемым прессованием порошков МК [4]. На рис.1.
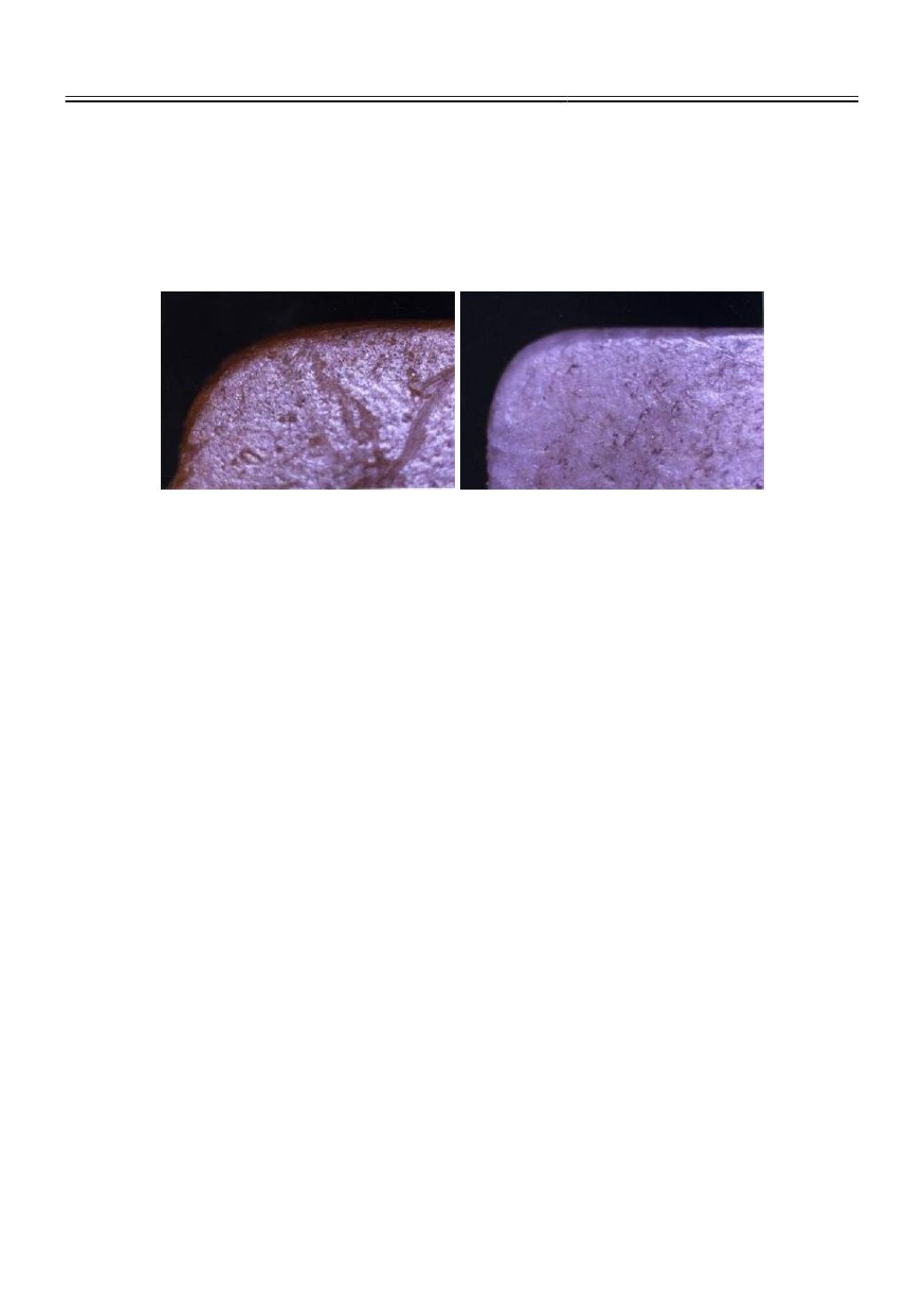
представлены поверхности традиционной (слева) и прессованной (справа) полимерных
моделей. Из рис.1 видно, что последняя не имеет дефектов, связанных с формированием
поверхности в результате затвердевания расплава модельной массы.
Рис. 1.
Поверхности традиционной (слева) и прессованной (справа) полимерных моделей.
От традиционных выплавляемых моделей (ВМ) ПМ отличаются структурой и
свойствами. ПМ имеют рассредоточенную мелкодисперсную открытую пористость по всему
объему в пределах 3-20 %, что позволяет устранить, дефекты моделей по недоливам,
поверхностным газовым раковинам, волнистости и складкам, утяжинам. ПМ обладают
высокой РГТ на всем временном интервале хранения. Чистота поверхности, при
соответствующем качестве изготовления пресс-формы, характеризуется зеркальным
блеском. Заложенный принцип изготовления пористых моделей из полимерных МК
позволяет равномерно распределить внутренние напряжения по всему объему последних,
что обусловливает их абсолютную инертность к перепадам температур, имеющих место при
формировании керамической оболочки. Последнее позволяет упразднить растрескивание
керамических оболочковых форм (КОФ). Поверхность экспериментальных моделей
влагопроницаемая и позволяет плавно регулировать процесс сушки формируемой КОФ;
равномерно регулируя усадочные процессы, что позволяет повысить их прочность на 10-15
%. Удаление ПМ из КОФ сопровождается сокращением их размеров. При этом давление на
КОФ устраняется. Предотвращается пропитывание полимерной массой КОФ (при
осуществлении операции удаления моделей в горячей воде), что приводит к снижению их
брака при прокаливании [5]. Отмеченные преимущества такого способа изготовления ПМ из
МК снижают брак отливок по поверхностным дефектам, неметаллическим включениям и
нарушению РГТ, значительно понижая себестоимость выпускаемой продукции.
При изготовлении ПМ из порошков необходимо учитывать их напряженно-
деформированное состояние (НДС), которое выражается в неравномерности распределения
физико-механических свойств в объемах прессовок. Неравномерное распределение
плотности прессовок может привести к искажению их форм и размеров при оплавлении
пограничных зон частиц материала и вызвать нежелательные изменения свойств
прессованного порошкового тела [3, 5].
При использовании хлопьевидной формы порошка ПС 50/50 (50 % парафин, 50%
стеарин) фракции 1,6 мм удовлетворяются такие технологические условия получения
прессовок, как минимальный угол естественного откоса, определяющий возможность
равномерного заполнения пресс-формы; низкий показатель слеживаемости МК≤1 %
(отношение плотностей верхнего и нижнего слоев засыпки порошка МК в вертикально-
ориентированной пресс-форме), удовлетворительную формеруемость и т.д.