
















 23 / 460
23 / 460

Актуальные проблемы в машиностроении. 2015. №2
Инновационные технологии
в машиностроении
____________________________________________________________________
23
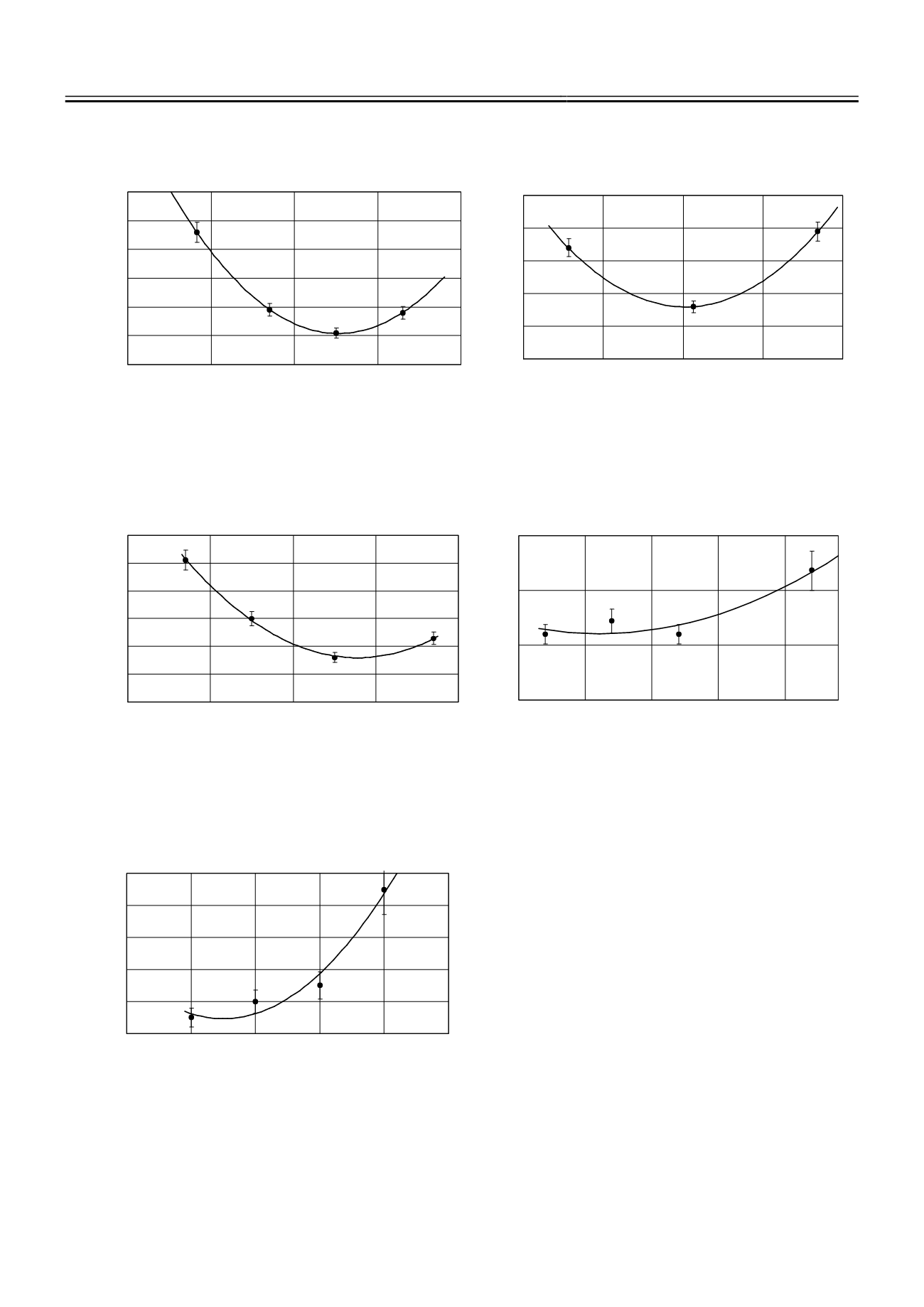
При увеличении продольной подачи (рис. 5) от
0,5
до
2 м/мин
шероховатость
увеличивается незначительно, от
0,05
до
0,13 мкм
. Малая величина шероховатости,
0,086
0,072
0,088
0,142
0,05
0,07
0,09
0,11
0,13
0,15
0,17
0
0,1
0,2
0,3
0,4
Рис.1.
Зависимость шероховатости поверхности
от плотности тока правки:
V = 35 м/с; S = 1,5 м/мин; t = 0,02 мм/дв.ход;
i
тр
= 6,25 А/см
2
;
R
а
= 2,44 i
пр
2
– 1,23 i
пр
+ 0,23
i
пр
, А/см
2
R
а
,
мкм
0,118
0,072
0,108
0,04
0,06
0,08
0,1
0,12
0,14
2
4
6
8
10
Рис.2.
Зависимость шероховатости поверхности
от плотности тока травления:
V = 35 м/с; S = 1,5 м/мин; t = 0,02 мм/дв.ход;
i
пр
= 0,25 А/см
2
;
R
а
= i
тр
2
– 0,05 i
тр
+ 0,23
i
тр
, А/см
2
R
а
,
мкм
Рис.3.
Зависимость шероховатости поверхности
от скорости резания:
i
пр
= 0,25 А/см
2
; i
тр
= 6,25 А/см
2
;
t = 0,02 мм/дв.ход; S = 1,5 м/мин;
R
а
= V
2
– 0,01 V + 0,31
0,086
0,072
0,1
0,142
0,04
0,06
0,08
0,1
0,12
0,14
0,16
10
20
30
40
50
R
а
,
мкм
V, м/с
Рис.4.
Зависимость шероховатости
поверхности от глубины резания:
i
пр
= 0,25 А/см
2
; i
тр
= 6,25 А/см
2
; V = 35 м/с;
S = 1,5 м/мин;
R
а
= 220 t
2
– 6,18 t + 0,10
0,118
0,06
0,072
0,06
0
0,05
0,1
0,15
0,008
0,013
0,018
0,023
0,028
t,мм/дв.ход
R
а
,
мкм
Рис.5.
Зависимость шероховатости поверхности
от продольной подачи:
V = 35 м/с; t = 0,02 мм/дв.ход; i
пр
= 0,25 А/см
2
;
i
тр
= 6,25 А/см
2
; R
а
= 0,05 S
2
– 0,08 S + 0,08
0,05
0,06
0,07
0,13
0,04
0,06
0,08
0,1
0,12
0,14
0
0,5
1
1,5
2
2,5
S, м/мин
R
а
,
мкм