













 120 / 457
120 / 457

Механики XXI веку. №15 2016 г.
120
Важнейшими задачами, стоящими перед промышленностью, являются повышение качества
выпускаемой продукции, экономия материала и повышение производительности труда.
Удовлетворение потребностей в производстве изделий с высоким качеством поверхности и
точными размерами с помощью механической обработки характеризуется высокой трудоемкостью и
низким коэффициентом использования материала.
Значительная роль в решении этих задач отводится методам обработки металлов давлением,
позволяющим обеспечивать безотходное формоизменение металла вместо механической обработки
резанием [1].
В настоящее время при изготовлении тонкостенных осесимметричных оболочек разного на-
значения все чаще используют ротационную вытяжку, и в частности, роликами с открытой и закры-
той калибровкой, а также с разделением очага деформации. Последнее имеет ряд преимуществ, за-
ключающихся в снижении требуемых для деформирования сил (при прочих равных условиях) и дос-
тижении более высоких деформаций за один проход, что позволяет интенсифицировать данный про-
цесс.
Суть указанной схемы ротационной вытяжки состоит в том, что суммарная деформация раз-
деляется между роликами или группой роликов по определенной зависимости.
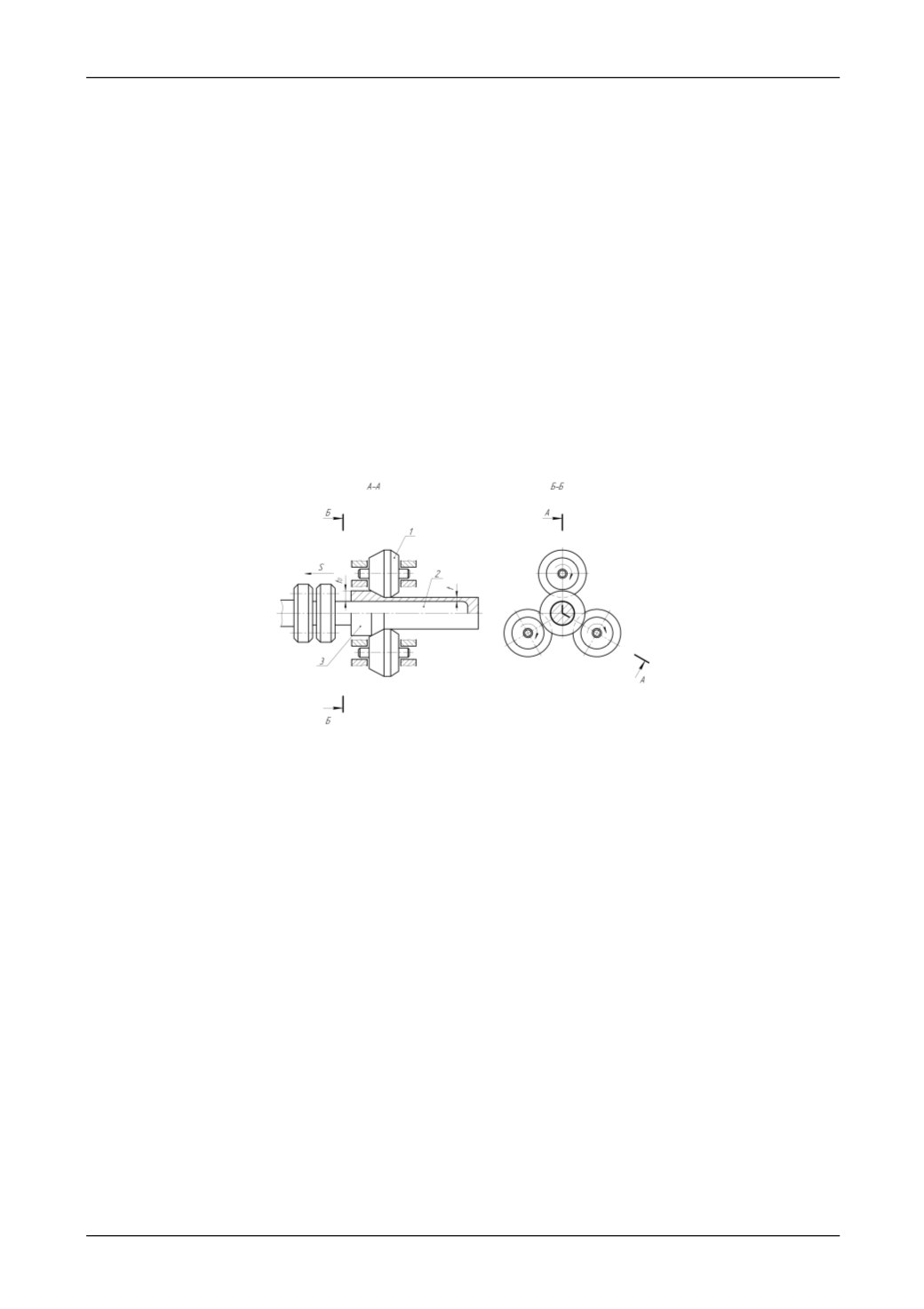
Разделение деформации осуществляется взаимным смещением роликов или в осевом и ради-
альном направлении, или смещением только в радиальном направлении (рисунок 1), при этом ис-
пользуются ролики с разными профилями. За один оборот заготовки ролик перемещается на величи-
ну подачи S [2].
Рис. 1. Схема трехроликовой ротационной вытяжки осесимметричных оболочек
с разделением деформации при радиальном смещении роликов
1 - ролик; 2 - оправка; 3 - оболочка
На производстве, занимающимся изготовлением данных изделий, стоит проблема повышения
точностной надежности обработки протяженных осесимметричных корпусов.
По этому вопросу был проведен анализ среди научно-исследовательских работ ряда авторов
[3 – 7], которыми было экспериментально доказано влияние погрешностей изготовления деталей на
выходные параметры изделия.
Во многих случаях, наследственные погрешности, создаваемые на предшествующих и после-
дующих операциях, оказывают влияние на качественные характеристики изделий. Одним из направ-
лений повышения точности считается использование явлений технологической наследственности [8].
Наследственные связи как повышают, так и понижают показатели качества, поэтому важно на
каждом этапе изготовления тонкостенных труб учитывать влияние их наследственности на характе-
ристики детали.
Исходная овальность, кривизна оси заготовки и силы закрепления при любом технологиче-
ском воздействии влияют на деформации заготовки и вызывают погрешности центрирования перед
механической обработкой, сборкой или контролем. Для тонкостенных трубных деталей эти погреш-
ности в ряде случаев превышают допуск и могут вывести деталь из разряда прецизионных.
По этим причинам изыскание причин технологической наследственности погрешностей фор-
мы и всемерное совершенствование путей, а также разработка способов и средств, обеспечивающих
заданную точность выходных параметров тонкостенных трубных деталей и снижающих трудоем-
кость их изготовления, является важной технической задачей в машиностроении [9].
В таблице 1 представлена последовательность технологии изготовления цельнометаллической
сложнопрофильной оболочки ротационной вытяжкой.