















 96 / 146
96 / 146

Actual Problems in Machine Building. Vol. 4. N 4. 2017
Materials Science
in Machine Building
____________________________________________________________________
96
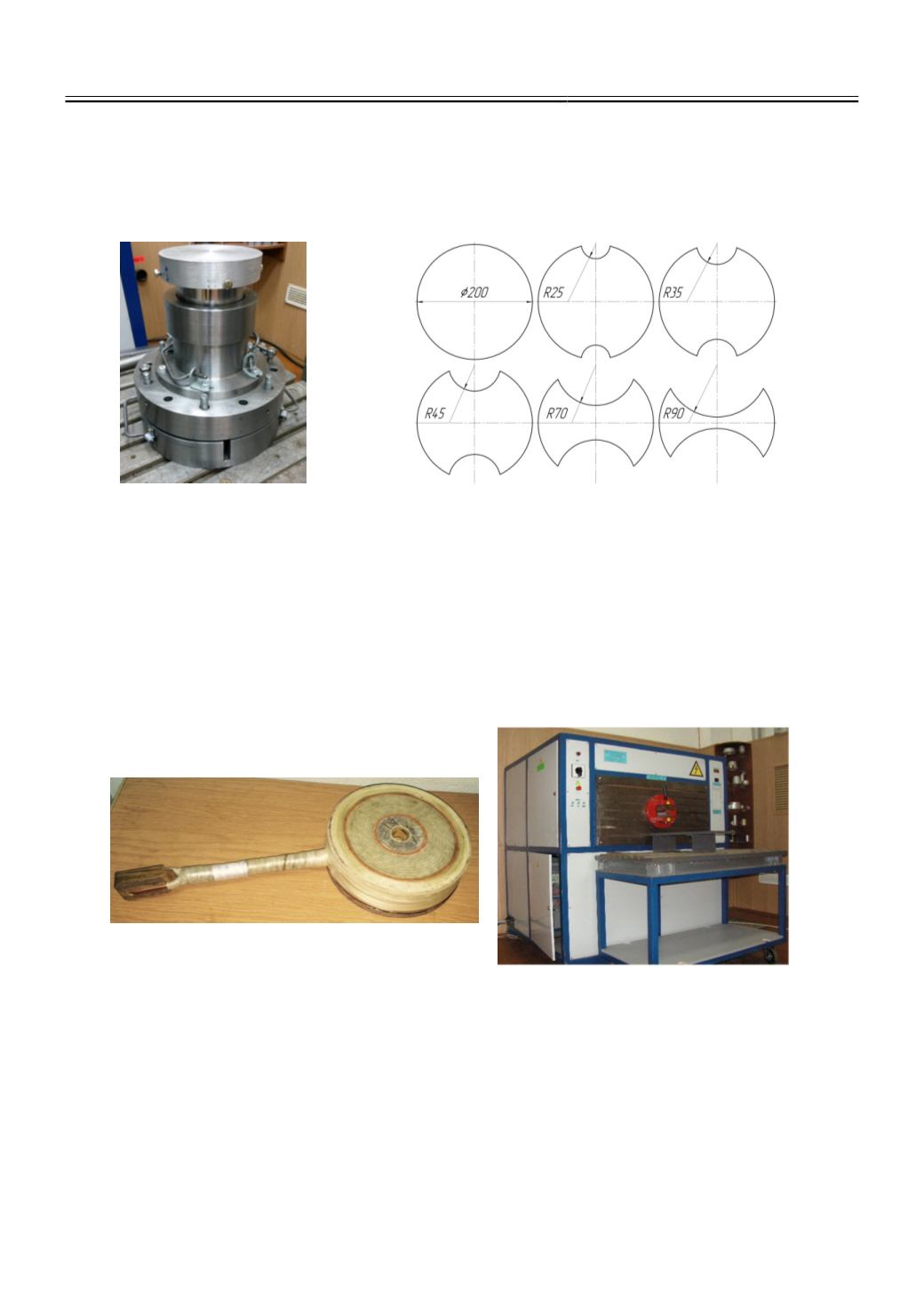
Изменение радиуса
R,
как видно из рис. 2, б позволяет получить различные
соотношения между компонентами главных деформаций в момент трещинообразования.
Испытанию подвергались заготовки из сплава АМг6, толщиной 0,5 мм. На поверхность
заготовок методом электрохимической маркировки была нанесена сетка в виде окружностей
диаметром 2,5 мм.
а)
б)
Рис. 2.
Технологическая оснастка (а) и геометрия заготовок для проведения динамических
испытаний (б)
Для получения контрольных образцов были осуществлены испытания в статической
области нагружения на универсальной испытательной машине при скорости
деформирования 15 мм/c.
Для проведения динамических испытаний был спроектирован и изготовлен плоский
многовитковый индуктор (рис.
3,а).
Динамические испытания проводились с
использованием магнитно-импульсной установки МИУ-50 (рис. 3,б), с максимальным
уровнем запасаемой энергии батареи конденсаторов 50 кДж.
а)
б)
Рис. 3.
Оборудование для проведения динамических испытаний
а) – плоский многовитковый индуктор; б) – МИУ-50.
Предварительно, с использованием гидравлического пресса, с помощью прижима и
матрицы в заготовке формуется перетяжное ребро. Далее осуществляется магнитно-
импульсное нагружение следующим образом. Батарея конденсаторов МИУ-50 заряжается до
заданного уровня напряжения, после достижения, которого разряжается на неподвижно
закрепленный индуктор. По виткам индуктора протекают импульсные токи, порождая
вокруг них импульсное магнитное поле высокой напряженности. При пересечении
магнитными полями алюминиевой крышки оснастки (рис.1, а), расположенной в