















 95 / 146
95 / 146

Актуальные проблемы в машиностроении
. Том 4. № 4. 2017
Материаловедение
в машиностроении
____________________________________________________________________
95
Наиболее оптимальным с точки зрения безопасности, управляемости и простоты
осуществления является динамический способ испытаний, реализуемый благодаря магнитно-
импульсным технологиям. Главными преимуществами магнитно-импульсного нагружения
являются точность дозирования энергии, большие давления на заготовку, высокие скорости
деформирования а также компактность оборудования по сравнению с существующими
установками для высокоскоростных испытаний.
Технологическое оснащение и методика проведения испытаний
Проведение динамических испытаний с использованием магнитно-импульсного
нагружения возможно по двум принципиальным схемам – с разгоном пуансона и с разгоном
матрицы заготовки и прижима, объединенных в общий блок – «пакет» под действием
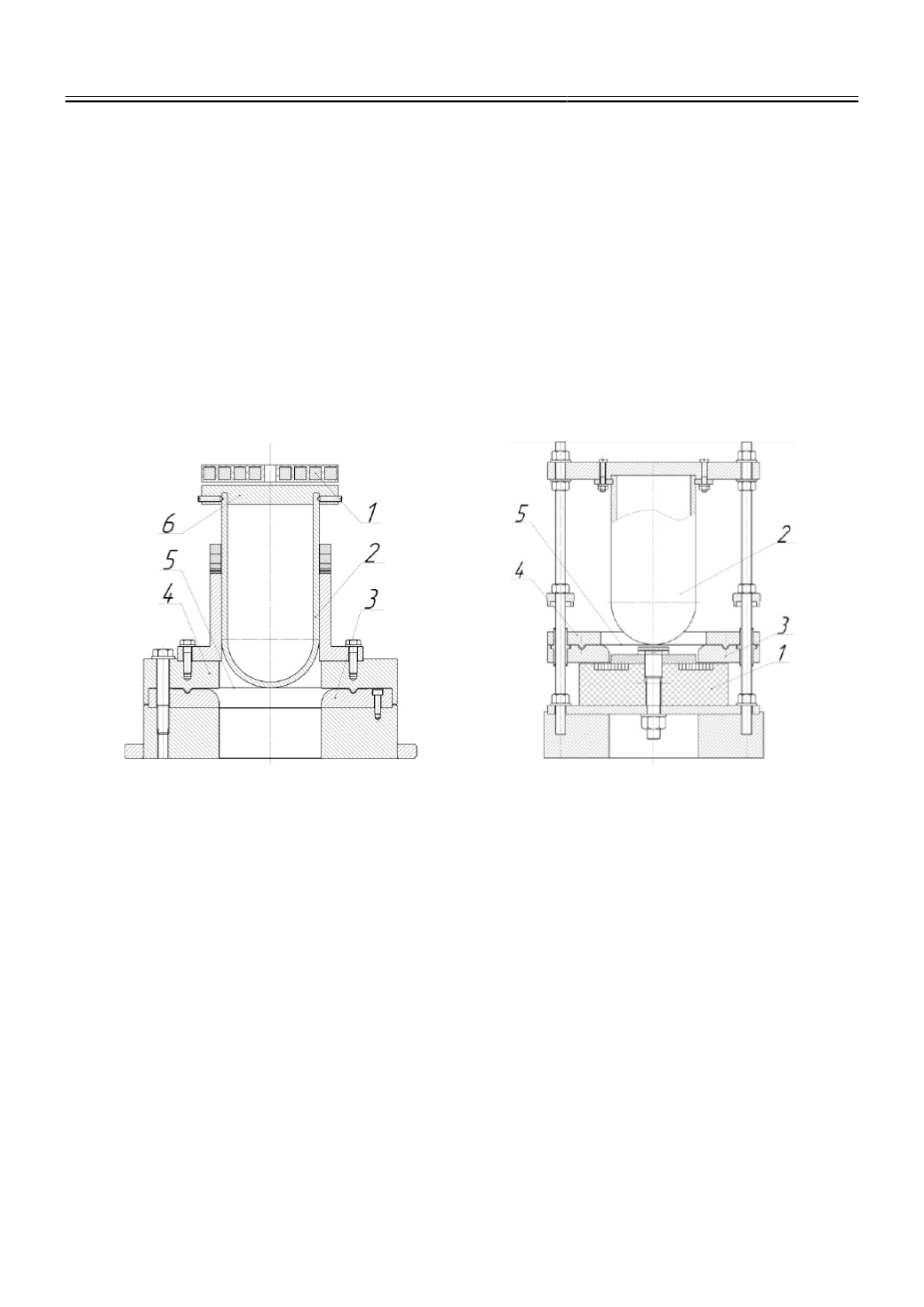
магнитно-импульсного нагружения (рис. 1).
а)
б)
Рис.1.
Принципиальные технологические схемы для способа динамических испытаний с
использованием магнитно-импульсного нагружения
а) - технологическая схема с разгоном пуансона; б) - технологическая схема с разгоном
«пакета»:
1.
Индуктор;
2.
Пуансон;
3.
Матрица;
4.
Прижим;
5.
Заготовка;
6.
Крышка.
Необходимо отметить, что схема с разгоном пуансона осуществима в вертикальном и
горизонтальном исполнении. При горизонтальном варианте возможна установка зазора
между пуансоном и заготовкой. В соответствии с данной схемой спроектирована и
изготовлена технологическая оснастка в вертикальном исполнении (рис. 2,а). Особенностью
данной оснастки является то, что для остановки пуансона в момент образования трещины
используются специальные проставки, суммарная высота которых подбирается до момента
начала образования трещины.
Основные требования к параметрам технологического оснащения, методике
испытаний, форме и размерам заготовок выполнены согласно стандарту [4]. Выбран метод
испытания по Накадзиме, заключающийся в том, что для обеспечения требуемого
формоизменения заготовок используется полусферический пуансон диаметром 100 мм.
Заготовка размещается на матрице, имеющей диаметр 105 мм, радиусное скругление 8 мм, и
фиксируется прижимом. Особенностью матрицы и прижима является наличие перетяжного
ребра, предотвращающего перемещение фланца заготовки в радиальном направлении.