















 51 / 126
51 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
51
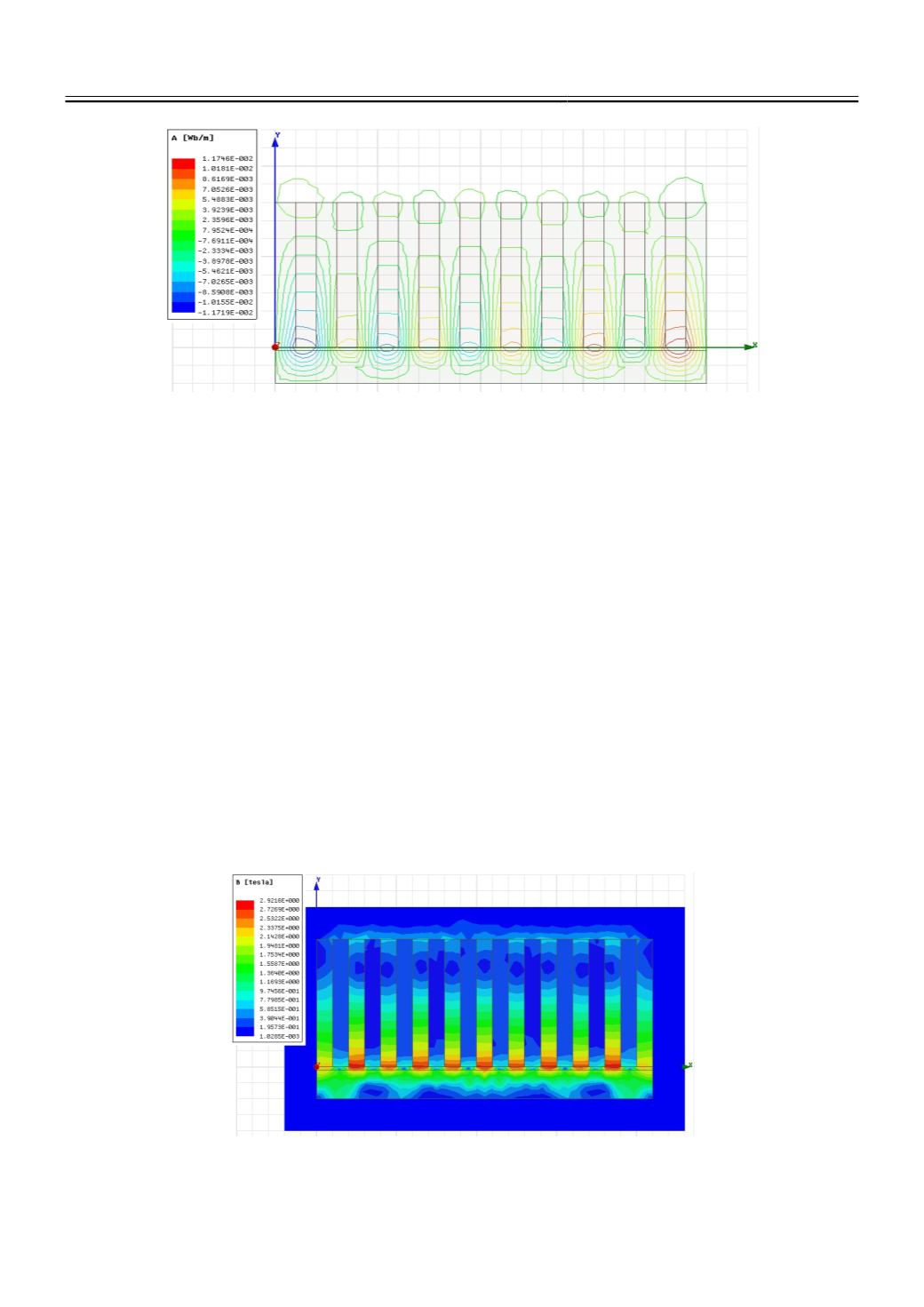
Рис. 3.
Картина силовых линий поля
при магнитно-абразивной обработке ферромагнитной заготовки
Плотность силовых линий в рабочем зазоре под полюсом оказывается максимальной,
благодаря высокой магнитной проводимости участков на пути прохождения силовых линий.
Наибольшим магнитным сопротивлением на пути силовых линий обладают участки
рабочего зазора, заполненные магнитно-абразивным порошком, магнитная проницаемость
которых
0
)42(
П
. При обработке ферромагнитной заготовки силовые линии дважды
пересекают рабочий зазор. Длина этих участков мала, а значит и их магнитное сопротивле-
ние невелико. Длина участков пути по материалу заготовки благодаря близкому расположе-
нию разноименных полюсов индуктора тоже имеет малые значения, а магнитная проницае-
мость на этих участках
0
) 1000
500 (
. По названным причинам падение магнитодви-
жущей силы на пути от одного полюса индуктора к другому имеет небольшую величину и в
рабочем зазоре удается создать высокие значение магнитной индукции. Магнитно-
абразивный порошок в рабочем зазоре концентрируется в зонах с наибольшей плотностью
силовых линий – под полюсами индуктора.
Измерение магнитной индукции при обработке ферромагнитной заготовки с удовле-
творительной для практики точностью можно измерять как на рабочей поверхности индук-
тора, так и на поверхности заготовки.
При полировании ферромагнитной заготовки картина магнитной индукции поля име-
ет вид, изображенный на рис. 4.
Рис. 4.
Картина магнитной индукции поля
при магнитно-абразивной обработке ферромагнитной заготовки