















 57 / 126
57 / 126

Актуальные проблемы в машиностроении
. Том 4. № 3. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
57
металла, который, в данном случае, будет более результативным по снятию микростружек и
производительности обработки [7].
В данной работе отражены результаты по исследованию ориентации зёрен в шлифо-
вальном круге на эффективность процесса плоского шлифования.
Методика экспериментального исследования
Исследования проводились на плоскошлифовальном станке модели 3Г71 на следую-
щих режимах резания: скорость резания V
р
= 22,5 м/с, продольная подача Sпрод = 20
мм/мин, поперечная подача Sпоп. = 1,2 мм/ход, глубина резания t = 0,01 мм [8]. Шлифова-
лись детали из стали 45 с размерами 100х50х10 мм.
В качестве инструментов использовался стандартный шлифовальный круг из зёрен с
произвольной формой, без специальной ориентации зёрен в теле круга. Работа такого круга
сравнивалась с результатами шлифования экспериментальным инструментом, у которого
зёрна были ориентированы на рабочей поверхности в определенном направлении. Ориента-
ция зёрен и изготовление такого круга осуществлялись за счет использования электростати-
ческого эффекта, изменяющего наклон зёрен заданным образом. Для этого использовались
способ, приспособление и оснастка в соответствии с разработанным патентом (Пат. 2369474
РФ) [9]. Все остальные этапы технологического процесса (формование, термообработка) со-
ответствовали стандартному способу изготовления шлифовальных кругов [10].
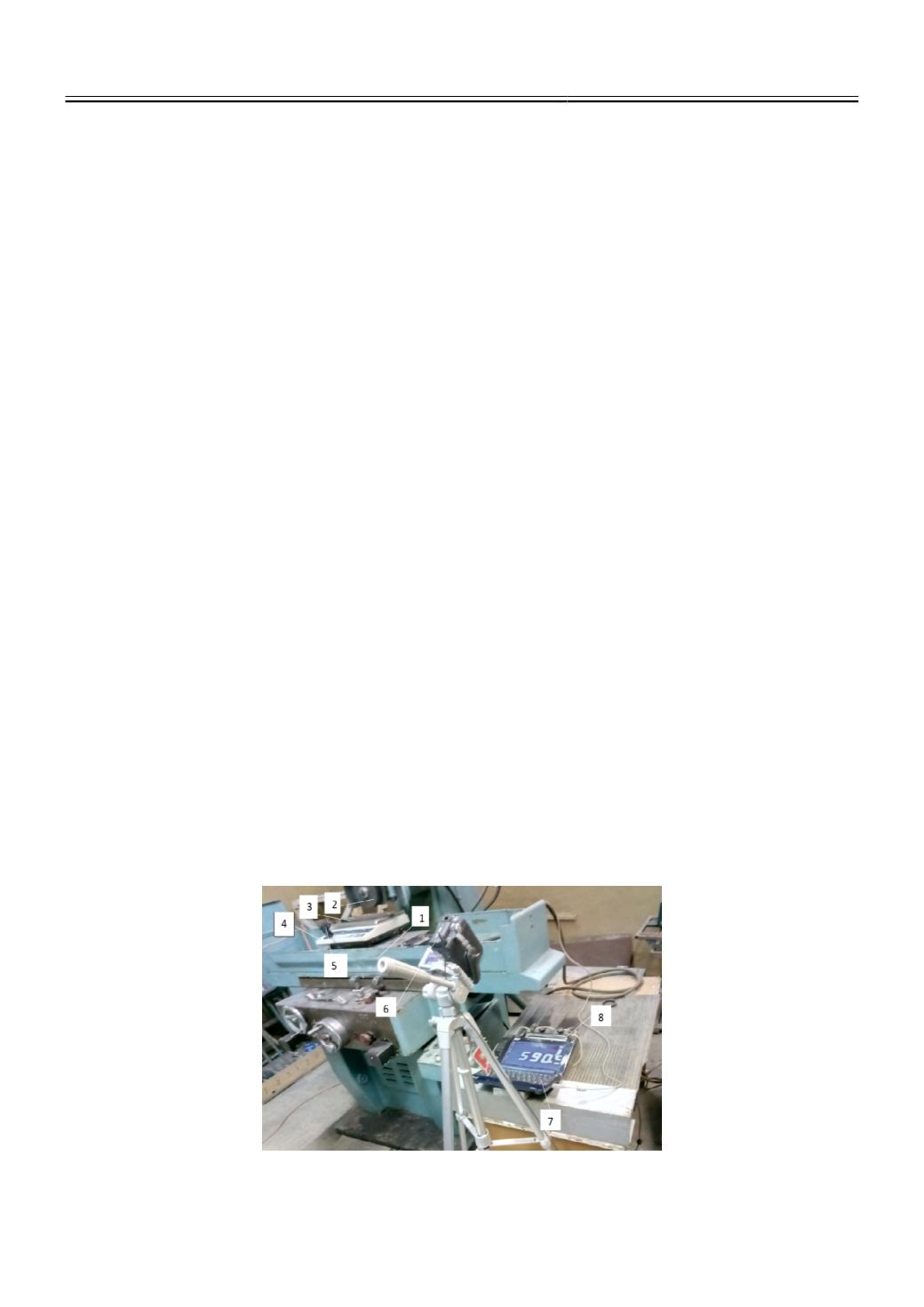
В ходе испытаний (см. рис.1) на шлифовальном станке 1, на одинаковых режимах ре-
зания стандартным и экспериментальным кругами 2, обрабатывалась деталь 3. При этом ра-
диальная составляющая силы резания фиксировалась динамометром 4, показания которого
транслировались веб-камерой 5 на экран ноутбука 7. Видеокамера 6 использовалась для од-
новременной записи изображения с ноутбука 7 и ваттметра 8.
Тангенциальная составляющая силы резания высчитывалась по формуле, через мощ-
ность шлифования, которая определялась ваттметром, включенным в цепь главного электро-
двигателя станка 3Г71.
Перед изготовлением экспериментального круга оценивалась форма зёрен, входящих
в его состав. Оценка осуществлялась с помощью объемного коэффициента формы, равного
отношению диаметра сферы, описанной вокруг зерна, к диаметру вписанной сферы. Измере-
ниям коэффициента формы подвергалось не мене 50-ти отдельных произвольно выбранных
зёрен из той или иной фракции отсепарированных зёрен из исходной общей массы абразива.
Для упрощения этого процесса использована, специально разработанная для этой цели, про-
грамма для ЭВМ [11].
Рис. 1.
Приборы и оснащение для сравнения эффективности шлифования
стандартным и экспериментальным кругами