















 52 / 126
52 / 126

Actual Problems in Machine Building. Vol. 4. N 3. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
52
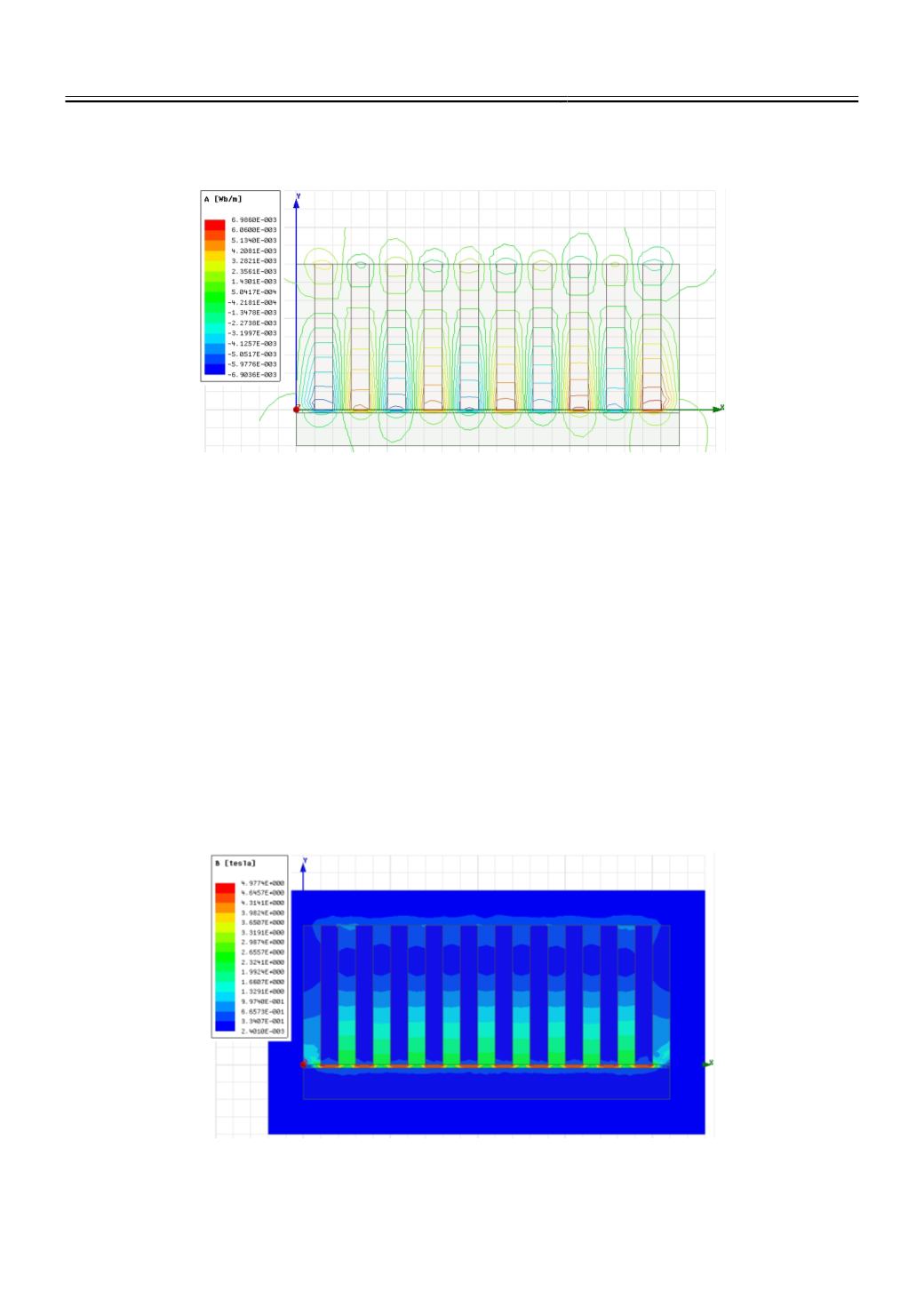
При полировании немагнитной заготовки картина силовых линий поля показана на
рис. 5.
Рис. 5.
Картина силовых линий поля
при магнитно-абразивной обработке немагнитной заготовки
Силовые линии проходят от одного полюса индуктора к другому преимущественно
вдоль рабочего зазора под магнитом, концентрируясь у боковых кромок стальных магнито-
проводов. Из-за этого расположение магнитно-абразивного порошка в рабочем зазоре оказы-
вается иным, чем при полировании ферромагнитных заготовок: порошок концентрируется
под магнитами, а не под полюсами индуктора. Длина участка пути силовых линий суще-
ственно влияет на проводимость этого участка и соответственно – на падение магнитодви-
жущей силы.
Измерение магнитной индукции в этом случае должно производиться на рабочей по-
верхности магнитного индуктора.
Поскольку наличие или отсутствие немагнитной заготовки не влияет на силовые ли-
нии, измерение магнитной индукции можно выполнять без заготовки, но толщина слоя по-
рошка на рабочей поверхности индуктора должна соответствовать выбранному значению
рабочего зазора.
При полировании немагнитной заготовки картина магнитной индукции поля имеет
вид, изображенный на рис. 6.
Рис. 6.
Картина магнитной индукции поля
при магнитно-абразивной обработке немагнитной заготовки