













 29 / 150
29 / 150

Актуальные проблемы в машиностроении
. Том 4. № 2. 2017
Инновационные технологии
в машиностроении
____________________________________________________________________
29
оси. К первой категории относятся такие способы как центробежное литье, литье
намораживанием, непрерывное литье с использованием дорнов [7]. Во вторую категорию
включены способы прессовой прошивки, сверления, и винтовой прокатки сплошной
заготовки [8].
В настоящее время в качестве основного способа получения осевого отверстия
применяется глубокое сверление чистовой сплошной оси. Сверление позволяет изготовить
качественное внутреннее отверстие постоянного диаметра, используемое для точного
ультразвукового контроля вагонной оси с возможностью проведения УЗК без демонтажа
колесной пары с вагона [9]. Оси, изготовленные с использованием сверления, находят
широкое применение в высокоскоростных поездах [10, 11]. Однако из-за своей высокой
стоимости на пассажирских и грузовых поездах такие оси не применяются.
Методика
НИТУ «МИСиС» совместно с АО «ВМЗ» и ПАО «Мотовилихинские заводы» в
настоящее время разрабатывает перспективную технологию производства полых вагонных
осей. В основе данной технологии лежит совмещение процессов винтовой прошивки для
получения отверстия в заготовке и радиальной ковки для изготовления черновой оси.
Винтовая прошивка характеризуется высокой проработкой макроструктуры за счет
активного тангенциального сдвигового смещения, формированием ориентации волокнистой
структуры, которая в условиях циклических нагрузок благоприятно влияет на
эксплуатационные свойства изделий, большей производительностью по сравнению с
другими способами формирования внутреннего отверстия [12].
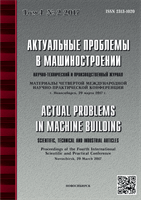
Рис. 1.
Макростуруктура поперечного сечения толстостенной трубы
Использование прошивки является более предпочтительным в сравнении с
производством полых осей методом сверления. При сверлении разрезается сформированная
ковкой структура металла, что ведёт к уменьшению допускаемой осевой нагрузки. В то же
время прошивка позволяет получить внутреннее отверстие без разрушения волокнистой
структуры. Положительное влияние винтовой прошивки отмечено при изготовлении
экспериментальных железнодорожных колес из прошитых заготовок [13].
По разрабатываемой технологии в качестве исходной заготовки используется
сплошная заготовка квадратного или круглого сечения, полученная методом непрерывного
литья. Непрерывнолитую заготовку передают на радиально-ковочную машину и куют с
минимальной степенью укова 3 для достижения необходимых механических свойств, макро-
и микроструктуры [14]. Полученную поковку круглого сечения прошивают на стане
винтовой прокатки в особотолстостенную гильзу и калибруют, а затем профилируют на РКМ