















 60 / 142
60 / 142

Actual Problems in Machine Building. Vol. 4. N 1. 2017
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
60
что соответствует определенным схемам механической и физико-технической обработки
НП. При этом, согласно теории формообразования поверхностей [16, 20, 21], каждая из ПЛ
поверхности может быть образована базовыми методами копирования
Кп
, следа
Сл
, касания
Кс
, обката
Об
[20] и комбинированными методами, например (
Кп+Сл
), (
Об+Сл
) и др. [16].
В качестве существенных для оценки методов профилирования НП приняты призна-
ки, определяющие исполнение производящего элемента (ПЭ) инструмента и вид формообра-
зования ПЛ (полное или частичное), характеризующие разрешающие возможности методов
по точности и производительности формообразования, сложности их реализации и позволя-
ющие на единой основе сравнивать известные и возможные методы формообразования НП.
Исходя из этих положений, проведен анализ возможных схем профилирования НП, из
которых установлены рациональные.
Обсуждение результатов исследования
Профилирование НП методом копирования
. Производящим элементом при методе
копирования является линия, определяющая форму или режущей кромки (при обработке
лезвийным инструментом), или образующей инструментальной поверхности (при обработке
вращающимся инструментом). Благодаря единовременному взаимодействию ПЭ с номи-
нальной поверхностью изделия метод копирования обеспечивает полное формообразование
ПЛ и поэтому характеризуется высокой производительностью. Однако необходимость в
специальном инструменте обуславливает неуниверсальность данного метода и ограничивает
область его экономически обоснованного применения обработкой некруглых отверстий про-
тяжками, а наружных НП – фасонными инструментами [11] при периодическом движении
деления, что отрицательно влияет на производительность и точность формообразования.
Профилирование НП методом следа.
Производящим элементом при методе следа яв-
ляются или точка или множество точек, что соответствует обработке одним резцом или рез-
цовой головкой. Так как исполнительное движение профилирования осуществляется со ско-
ростью резания, то наличие в его структуре реверсивного движения ограничивает произво-
дительность и отрицательно влияет на точность обработки. В этой связи к рациональным
следует отнести схемы, при которых движение профилирования образовано вращательными
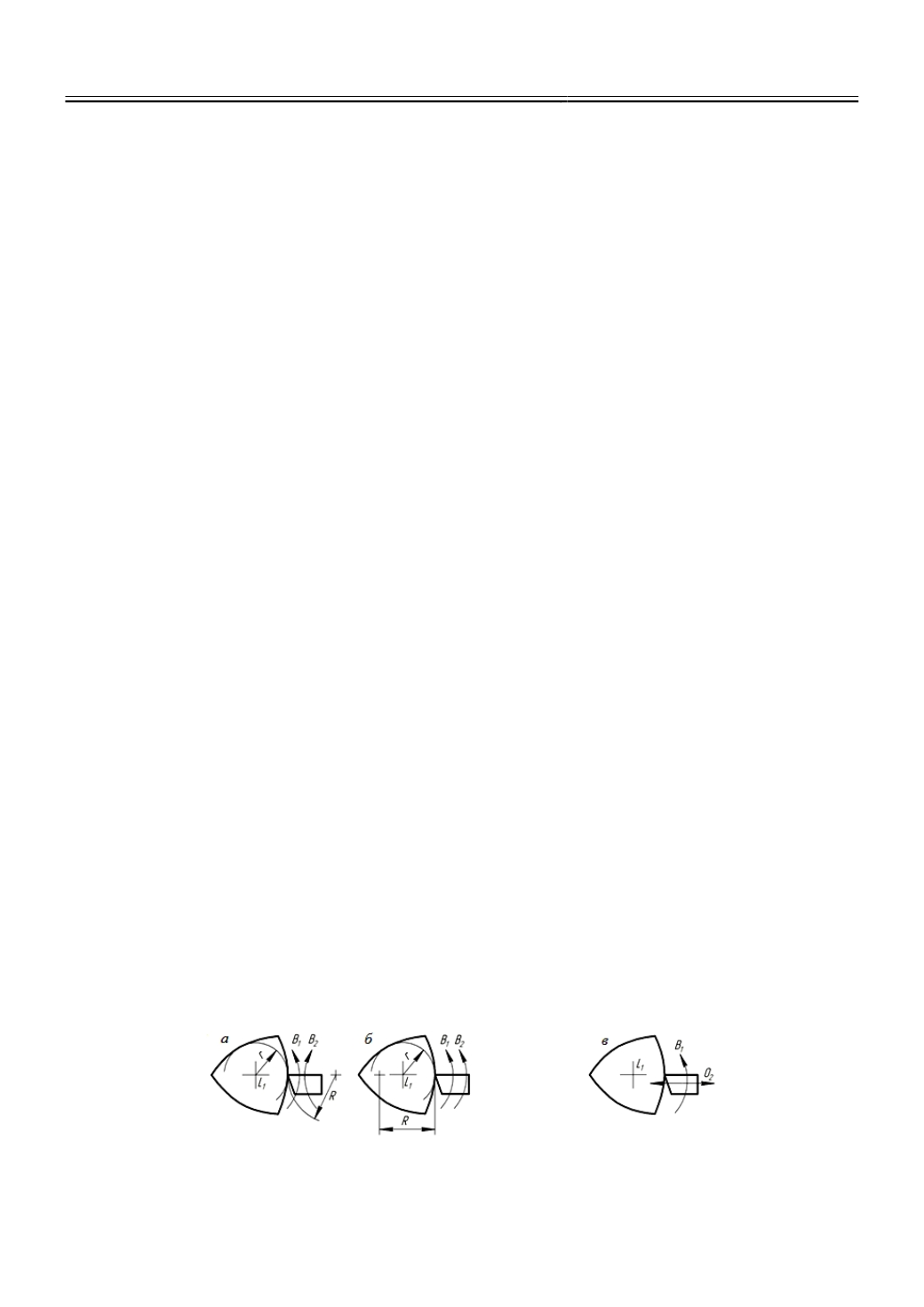
движениями, а ПЭ представляет множество точек. Этим требованиям соответствуют две
практические схемы профилирования (рис. 1), реализуемые методом полигонального точе-
ния [17] резцовой головкой внешнего (рис. 1,
а
) или внутреннего (рис. 1,
б
) касания. Более
высокую производительность и лучшие условия резания обеспечивает схема обработки
охватывающей резцовой головкой (схема
б
) [23].
Благодаря универсальности, возможности обработки на одном станке как наружных,
так и внутренних НП, непрерывности процесса обработки практическое применение получи-
ла также схема профилирования, основанная на сообщении ПЭ согласованных вращательно-
го
В
1
и осциллирующего
О
2
движений (рис. 1,
в
), реализуемая на станках для профильного
точения, на токарно-затыловочных и др. станках. Ее недостатком является относительно
низкая производительность из-за возвратно-поступательного движения инструмента.
Рис. 1.
Рациональные схемы профилирования НП методом следа при поли-
гональном (
а
,
б
) и некруглом точении (
в
)