















 61 / 142
61 / 142

Актуальные проблемы в машиностроении
. Том 4. № 1. 2017
Технологическое оборудование,
оснастка и инструменты
____________________________________________________________________
61
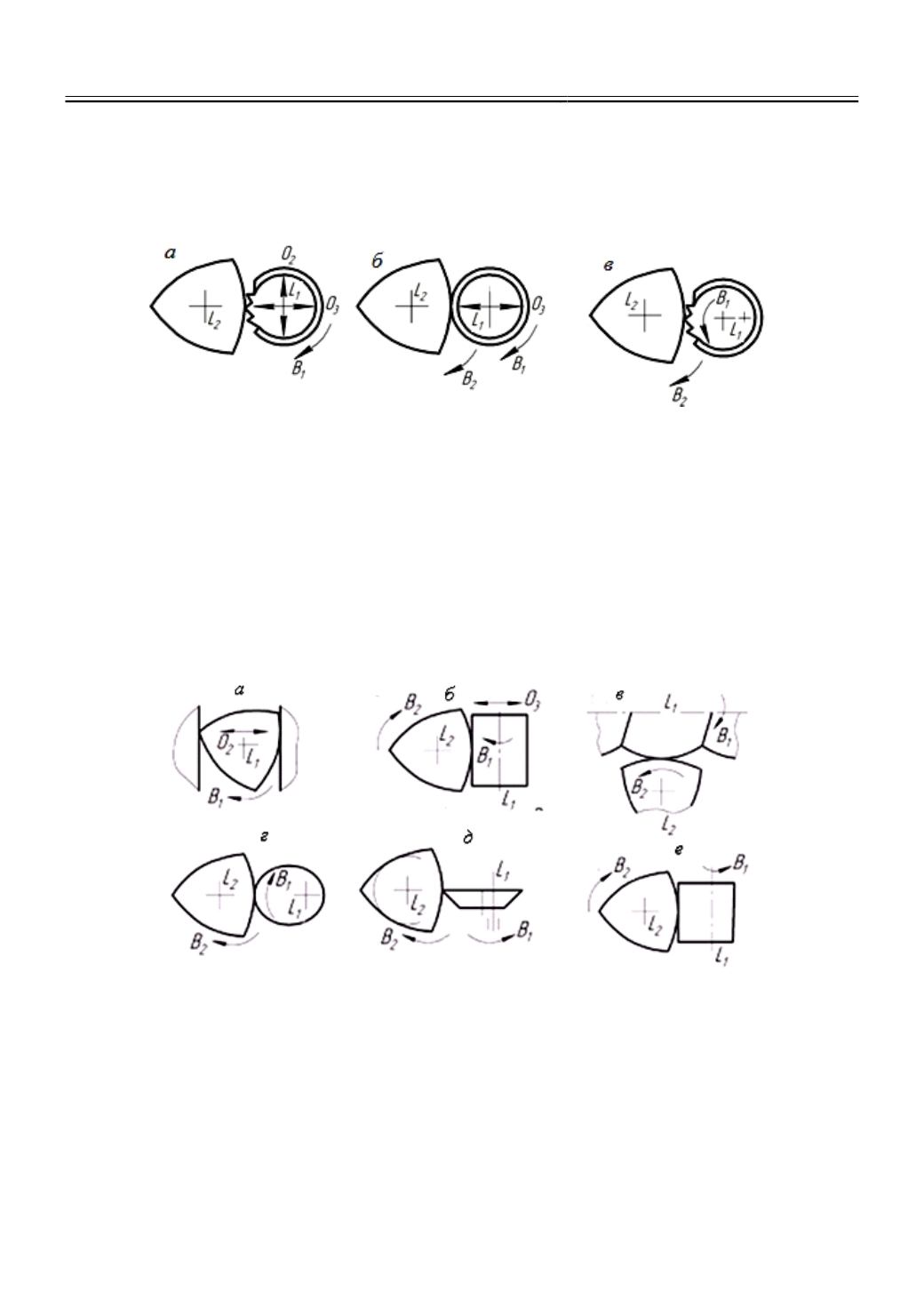
Профилирование НП методом касания.
Движения профилирования методом касания
различаются количеством и типом элементарных движений. Из множества возможных за-
служивают внимания, как более простые в реализации, схемы профилирования, представ-
ленные на рис. 2.
Рис. 2.
Схемы профилирования некруглых поверхностей методом касания
Схема
а
применяется на фрезерных станках с ЧПУ [10], а схема
б
– на шлифовальных
станках с копировальной или числовой системой управления. Простой в реализации, благо-
даря совмещению движений профилирования и резания в одно движение
Ф
vs
(
В
1
В
2
), является
схема
в
, при которой профилирование НП осуществляется некруглой [15] или эксцентрично
установленной круглой [16] дисковой фрезой. В обоих случаях упрощается формообразую-
щая система станка и обеспечивается возможность обрабатывать НП на универсальных
станках различного назначения.
Профилирование НП методом обката
. Профиль НП формируется методом обката как
огибающая множества вспомогательных производящих линий. На рис. 3 представлены
некоторые схемы этого класса.
Рис. 3.
Схемы профилирования методом обката при разделенных (
а
,
б
)
и совмещенных (
в – е)
движениях профилирования и резания
Схема
а
целесообразна при профилировании НП равной ширины путем сообщения
производящей плоскости относительно вращающейся заготовки осциллирующего движения
О
2
. Схема
б
реализуется при обработке НП вращающимся цилиндрическим инструментом,
осциллирующее движение
О
3
которого функционально связано с вращением
В
2
заготовки.
Характерным для схем
в
-
е
является совмещение движений профилирования и реза-
ния, что позволяет реализовывать их на универсальных станках. Обработка по схеме
в
осу-
ществляется червячной фрезой [9], а по схеме
г
– специальным долбяком [14]. Формирова-
ние некруглого профиля по схеме
д
достигается некруглым или эксцентрично установлен-