













 438 / 530
438 / 530

Actual Problems in Machine Building. 2016. N 3
Materials Science
in Machine Building
____________________________________________________________________
438
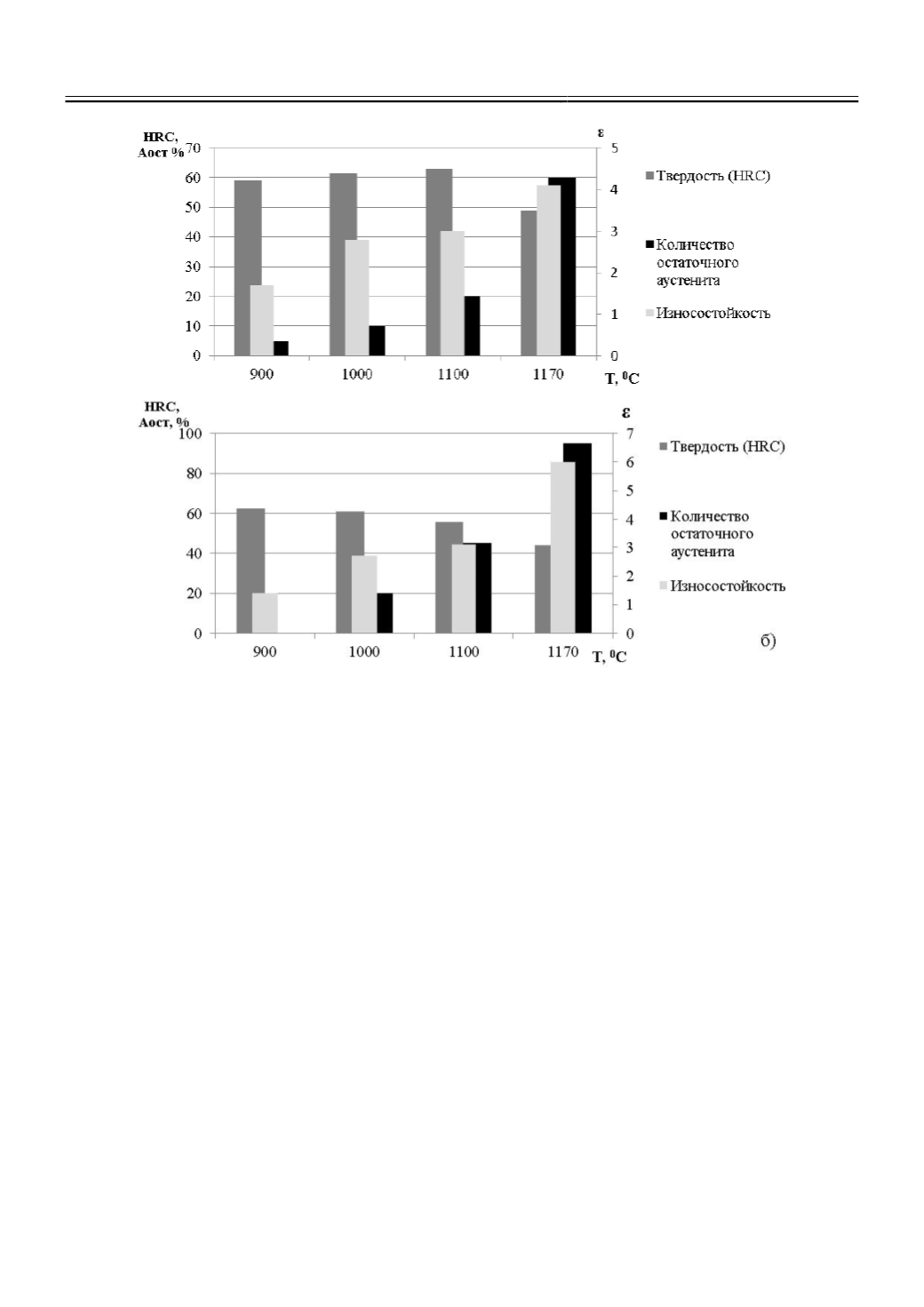
Рис. 3.
Зависимость количества остаточного аустенита А
ост
, твердости HRC и относительной
абразивной износостойкости ε сталей Х12М (а) и 95Х18 (б)
Металлографическое и электронно-микроскопическое исследование тонких фольг
стали Х12М, полученных с рабочей поверхности после изнашивания, показало, что
дисперсные кристаллы мартенсита деформации образуются в пределах ширины
микроцарапин, оставленных после прохода абразивных частиц под определёнными углами к
направлению движения частиц.
Выводы
1. Повышение температуры закалки сталей 95Х18 и Х12МФЛ с 900 до 1170
0
С
вызывает увеличение количества остаточного аустенита до 95 и 60 % соответственно.
2. Остаточный аустенит, получаемый в результате высокотемпературной закалки в
сталях 95Х18 и Х12МФЛ, метастабилен и превращается в дисперсный мартенсит
деформации (55 % в первой стали и 30 % во второй стали) в процессе изнашивания, что
придаёт сталям. Не смотря на пониженную перед испытанием на изнашивание исходную
твёрдость, максимальную износостойкость вследствие обеспечения высокой способности к
фрикционному упрочнению рабочей поверхности.
3. Определён интервал температуры нагрева под закалку с точки зрения достижения
высокой износостойкости, который составляет для обеих сталей 1050 – 1150
0
С. Дальнейшее
повышение температуры закалки выше 1150
0
С нецелесообразно ввиду чрезмерного роста
величины зерна.
а)