













 437 / 530
437 / 530

Актуальные проблемы в машиностроении. 2016. №3
Материаловедение
в машиностроении
____________________________________________________________________
437
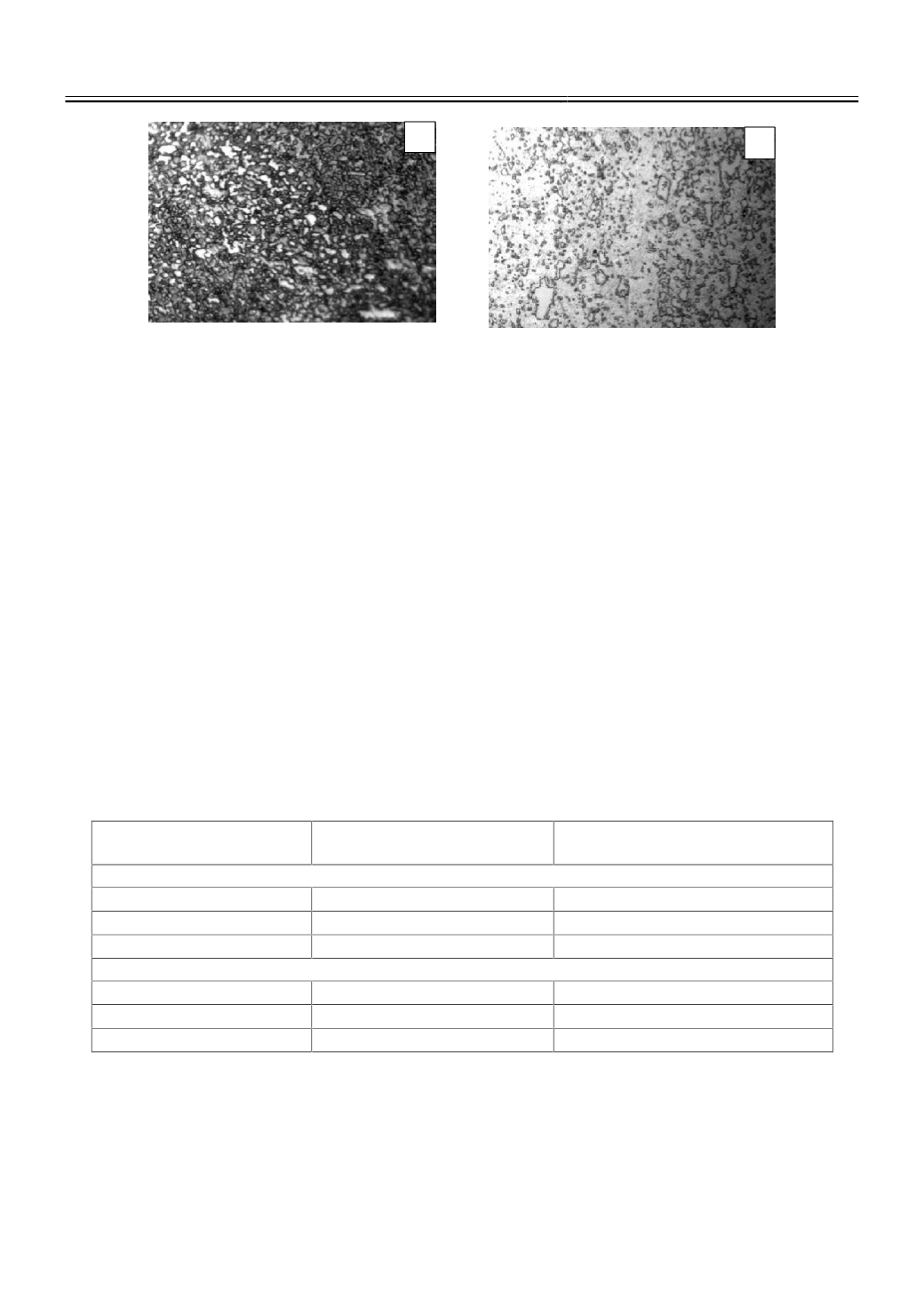
Рис. 2.
Структура стали 95Х18 после закалки от разных температур: а -900
0
С; б - 1170
0
С
Поэтому одной из главных причин повышения абразивной износостойкости Х12МФЛ
и 95Х18 в результате выкокотемпературной закалки является помимо образования
«мартенсита трения» в процессе испытания также и то, что остаточный аустенит и
образующийся из него мартенсит деформации имеют повышенное содержание углерода и
вследствие этого высокую микротвёрдость и способность к упрочнению.
Исходная структура образцов стали Х12МФЛ состоит из карбидно-аустенитной
эвтектики по границам первичных кристаллов аустенита и избыточных карбидов [3]. В
стали 95Х18 содержится мартенсит и избыточные карбиды, часть которых ориентирована в
направлении прокатки При закалке от 900
0
С–1000
0
С в структуре сталей мартенсит и
избыточные карбиды обеспечивают высокую твёрдость (61-64 НRC), однако при этом не
достигается максимальная износостойкость в условиях абразивного изнашивания.
Повышение температуры нагрева под закалку сталей 95Х18 и Х12МФЛ до 1100 –
1170
0
С существенно влияет на структуру обеих сталей. Вызывает прогрессирующее
снижение исходной твёрдости (до 44 и 49 НRC соответственно) в связи с растворением части
карбидов и увеличением количества остаточного аустенита (до 95 и 60 % соответственно).
Это сопровождается ростом износостойкости обеих сталей при абразивном изнашивании,
особенно большим для стали 95Х18. Такой эффект обусловлен образованием значительного
количества мартенсита деформации при изнашивании (табл. 1).
Таблица 1
Количество мартенсита (α) и аустенита (γ) в металлической основе сталей Х12МФЛ и 95Х18
после закалки от разных температур до и после испытаний на абразивное изнашивание
Температура нагрева под
закалку
До абразивного износа
После абразивного износа
Сталь 95Х18
900
0
С
95-97 %
95-97 %
1100
0
С
45%
, 55%
98 %
1170
0
С
95% γ, 5%
60%
, 40 % γ
Сталь Х12МФЛ
900
0
С
96-98 %
96-98 %
1100
0
С
20%
, 80%
90 %
, 10 % γ
1170
0
С
60% γ, 40%
70%
, 30 % γ
Остаточный аустенит, получаемый в результате высокотемпературной закалки в
сталях 95Х18 и Х12М (1100 – 1170
0
С), метастабилен и превращается в высокоуглеродистый
мартенсит деформации в процессе изнашивания, что придаёт сталям максимальную
износостойкость вследствие обеспечения высокой способности к фрикционному
упрочнению рабочей поверхности. Микротвёрдость рабочей поверхности сталей после
изнашивания достигает 11-12 ГПа.
а
б