













 436 / 530
436 / 530

Actual Problems in Machine Building. 2016. N 3
Materials Science
in Machine Building
____________________________________________________________________
436
Фазовый анализ поверхности образцов после изнашивания определяли методом
рентгеноструктурного анализа, упрочнение рабочей поверхности оценивали по приросту
микротвёрдости при нагрузке 0,49 Н.
Электронно-микроскопическое исследование тонких фольг, полученных из
поверхностного рабочего слоя образцов проводилось на микроскопе ЭМВ-100Л в режиме
светлопольного и темнопольного изображений и режиме микродифракции [3].
Рентгенофазовый и рентгеноструктурный анализы (РФА и РС) проводились после
первичной обработки экспериментальных данных. Первичную обработку (вычитание фона,
разделение и вычитание K
2
-линии) выполняли с помощью программного комплекса
Shimadzu, позиции пиков определяли с помощью программы ORIGIN.
Результаты и их обсуждение
С целью определения характера и температур фазовых превращений в процессе
нагрева и охлаждения проведено дилатометрическое исследование образцов, изготовленных
из стали Х12МФЛ после трёх режимов термической обработки показал, что в стали
происходит ряд структурных превращений,
сопровождающихся заметными
дилатометрическими эффектами. Определены критические температуры и температуры
начала мартенситного превращения.
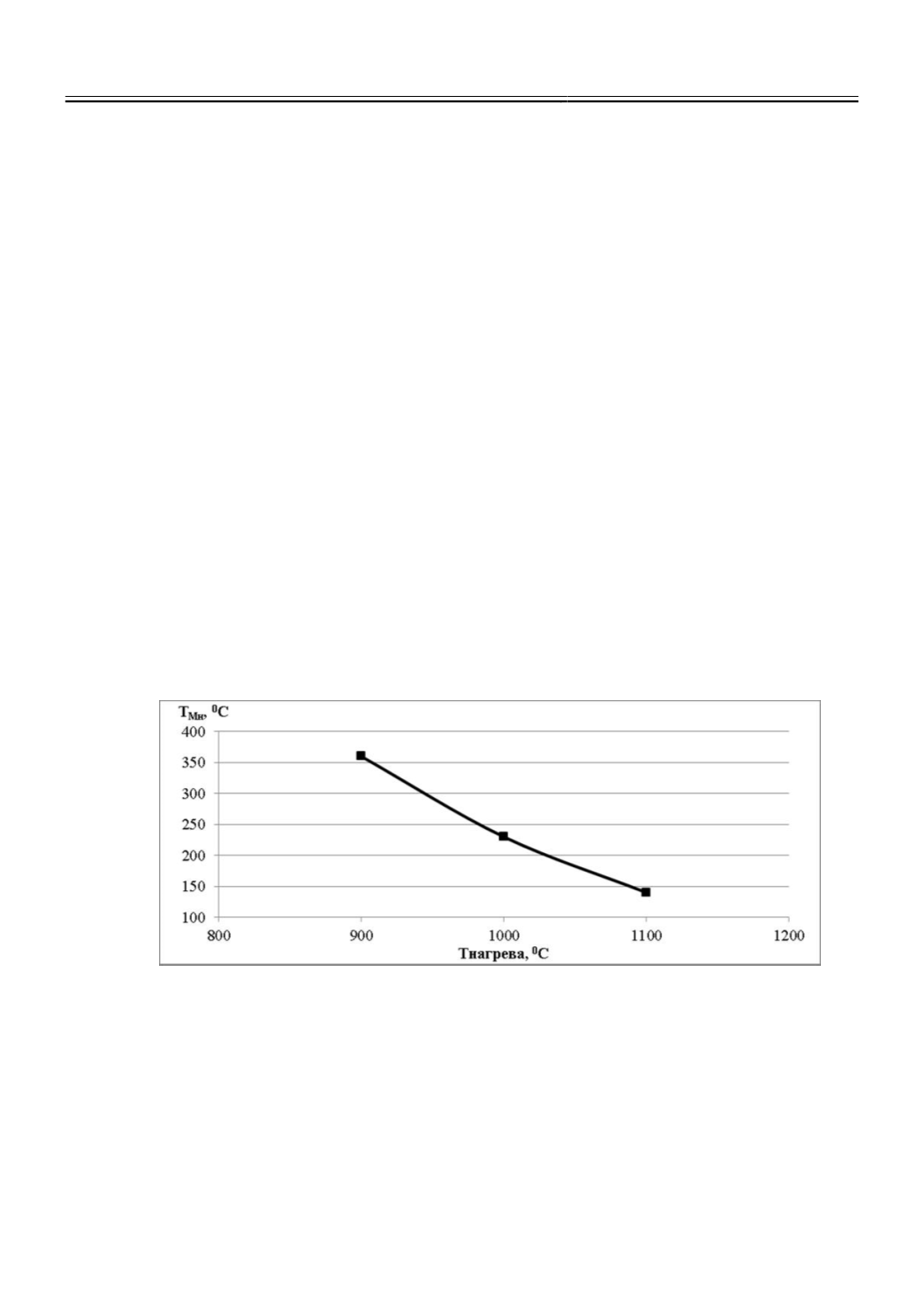
Дилатометрические исследования образцов стали Х12МФЛ показали, что
температура аустенитизации, как и следовало ожидать, при принятой скорости охлаждения
(3
0
/с) оказывает значительное влияние на положение температуры Мн: если при
температуре нагрева 900
0
С температура Мн составляет 360
0
С, то вследствие повышения
температуры нагрева образцов до 1000 и 1100
0
С температура Мн снижается до 230
0
С и 140
0
С соответственно (рис. 1).
Рис. 1.
Зависимость температуры начала мартенситного превращения от температуры
нагрева для стали Х12МФЛ
Как видно из рис 2, выбранные в этих опытах температуры нагрева не обеспечивают
полное растворение карбидов М
7
С
3
в аустените. По данным [6], (Геллер Ю.А.), суммарное
количество карбидов в стали типа Х12МФЛ при температурах нагрева 900, 1000 и 1100
0
С
составляет около 15, 5 и 3 % соответственно. Содержание углерода и хрома в мартенсите
увеличивается по сравнению с исходным отожжённым состоянием примерно вдвое, что и
влечёт снижение мартенситной точки и повышение количества остаточного аустенита по
мере увеличения температуры аустенитизации, рис 2.