













 443 / 530
443 / 530

Актуальные проблемы в машиностроении. 2016. №3
Материаловедение
в машиностроении
____________________________________________________________________
443
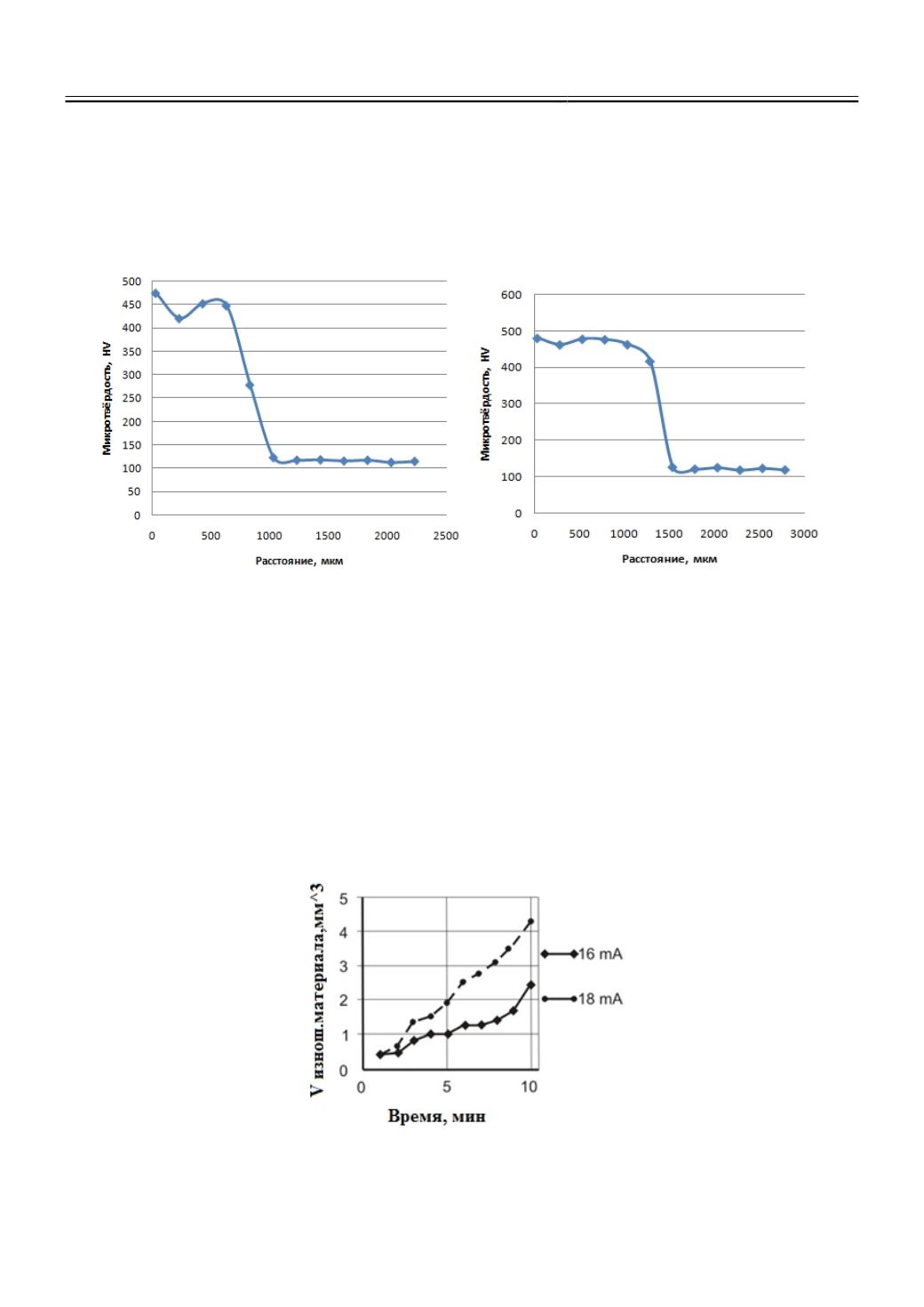
Для того, чтобы оценить свойства наплавленного слоя проводились измерения
микротвердости и износостойкости материалов основы и наплавленного слоя (рисунки 4, 5).
Было показано, что микротвердость интерметаллидных слоев, наплавленных по различным
режимам, выше, по сравнению с микротвердостью материала основы примерно в 3,8 раз.
При этом микротвердость слоёв, наплавленных по различным режимам, практически не
отличается.
Рис. 4.
Результаты измерений микротвёрдости интерметаллидных покрытий при токе пучка
16 мА (слева) и при токе пучка 18 мА (справа)
Однако износостойкость двухфазного интерметаллидного покрытия (AlTi +AlTi
3
)
оказалась выше износостойкости покрытия, состоящего только из AlTi
3
. При этом в работе
[7] указывается, что обогащенные титаном фазы должны иметь более высокую
износостойкость и этот параметр в полной мере коррелирует с твердостью. Так, например,
износостойкость покрытия AlTi
3
может быть в 2 - 3 раза выше износостойкости покрытия,
состоящего из AlTi (в зависимости от нагрузки и скорости скольжения). Обратная
зависимость, полученная в этой работе, может быть связана с влиянием примесей,
распределенных по границам дендритных ветвей в покрытии, наплавленном при токе пучка
16 мА. Эти примеси, вероятно, могут формировать, например твердые фазы (например,
фосфиды), повышающие стойкость к истиранию.
Рис. 5.
Результаты испытаний на износостойкость образцов, полученных методом
электронно-лучевой наплавки при разных режимах