













 375 / 530
375 / 530

Актуальные проблемы в машиностроении. 2016. №3
Материаловедение
в машиностроении
____________________________________________________________________
375
Результаты и обсуждение
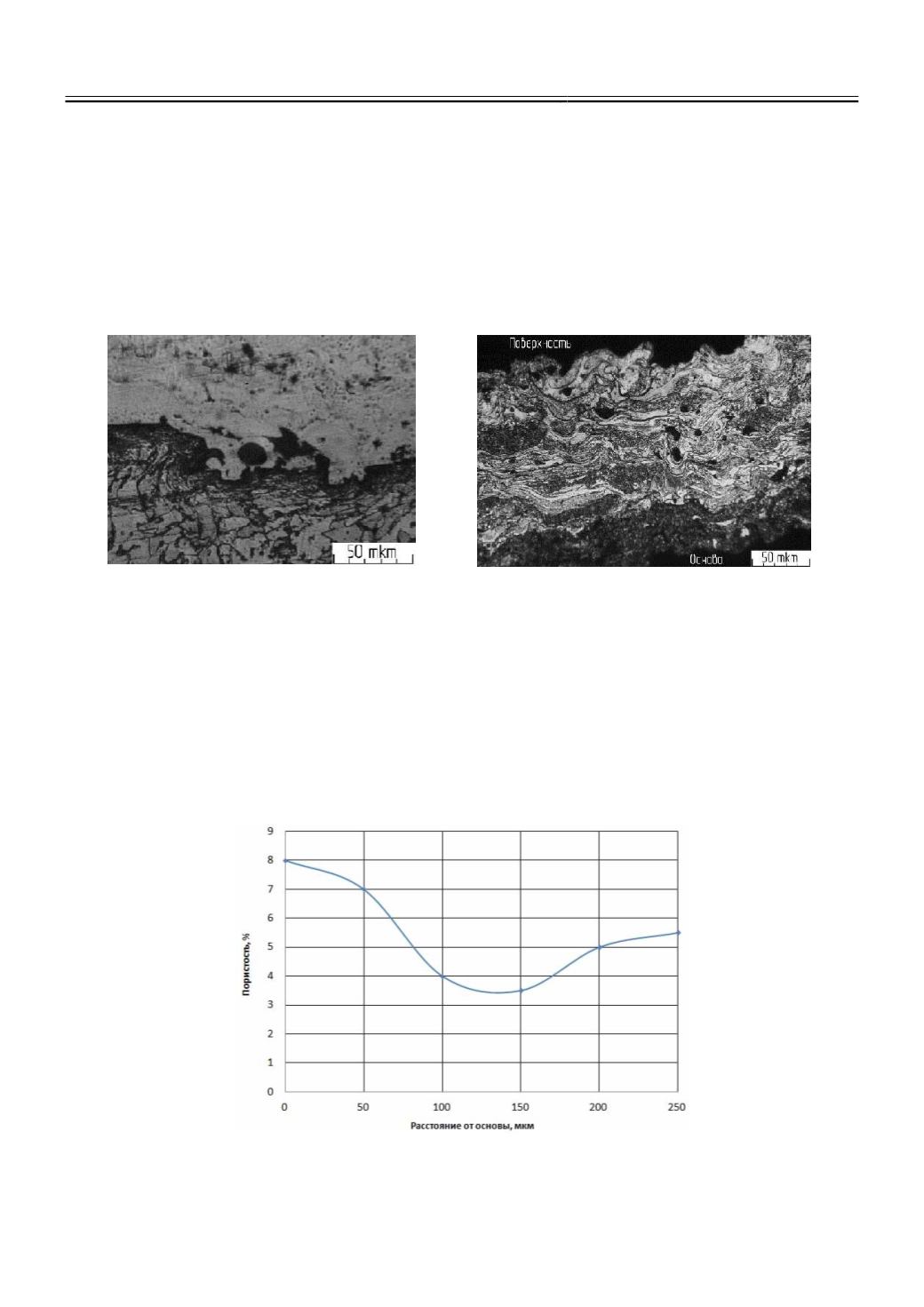
Толщина полученных покрытий составляет 350…400 мкм. Пористость напыляемого
покрытия определяли микроскопическим методом на микрошлифах в поперечном сечении
покрытия после травления в нитале. Установлено, что при увеличении силы тока до 170 А и
повышении вследствие этого энергии потока пористость снижается до 5…6 % . Улучшается
строение зоны сцепления покрытия с основой – строение частиц становится более
однородным (рис. 5). По-видимому, большего эффекта в улучшении строения покрытия
можно добиться, отсекая внешние участки запылённого потока экранами.
а
б
Рис. 5.
Микроструктура покрытия, полученного при радиально-кольцевой инжекции
порошка, ток дуги - 170 А:
а
– травление 5% HNO
3
;
б
– термоокислительное травление
Наиболее убедительный эффект от совершенствования конструкции плазмотрона
выявлен при измерении твёрдости получаемых покрытий по методу Роквелла. При тех же
средних значениях микротвердости отдельных частиц, что и в покрытиях, напылённых в
турбулентном плазменном потоке, твёрдость покрытия, напылённого с использованием
распределённого кольцевого ввода порошка, в целом увеличилась до HRC 55-60. Это
является следствием снижения пористости, улучшению сцепления покрытия с основой и
частиц между собой (рис. 6, 7).
Рис. 6.
Изменение пористости порошкового покрытия по глубине