













 143 / 530
143 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
143
переводился в Rz. Затем, результатов исследований [2] проводились измерения
диаметральных размеров каждого участка в двух взаимоперпендикулярных направлениях и
рассчитывалось среднее значение.
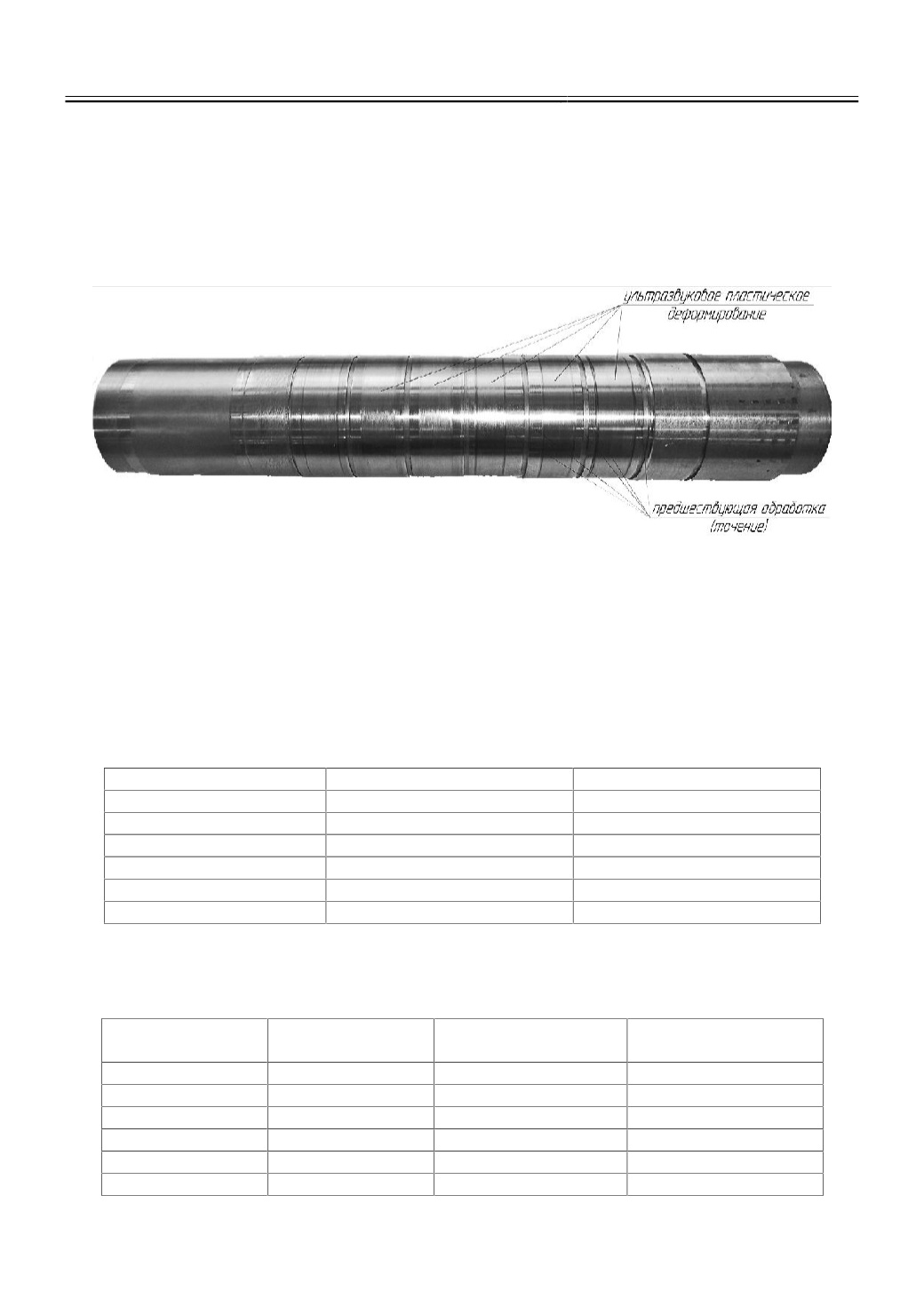
Обработка УЗПД проводилась на следующих режимах: скорость V=90м/мин, подача
S=0.07мм/об, частота колебаний f=22600Гц, амплитуда 2А=25мкм. Статическое усилие Fct,
Н назначалось в зависимости от значения исходной шероховатости в соответствии с
зависимостью, установленной выше.
Рис. 3.
Исследуемый образец
Результаты и обсуждения
В таблице 1 приведены измерения шероховатости поверхности до и после УЗПД. Из
таблицы видно, что чем выше исходная шероховатость, тем больше разница ее значений
после УЗПД, при этом шероховатость после УЗПД снижается, т.е. наблюдается повышение
качества поверхности. Таким образом, подтверждаются основные положения о теории
наследования характеристик поверхности от предшествующей обработки к последующей.
Таблица 1
Результаты измерений шероховатости до и после обработки
Rz
исх
, мкм
Rz после УЗПД, мкм
Rz
исх
–Rz, мкм
5.64
4.72
0.92
7.32
6.28
1.04
9.24
7.15
2.09
12.68
7.86
4.82
14.16
8.24
5.92
16.43
8.72
7.71
В таблице 2 представлены результаты измерения усредненных диаметральных
участков опытного образца до и после УЗПД.
Таблица 2
Результаты измерения размеров до и после обработки
№ участка
Диаметр d
1ср
до
УЗПД, мм
Диаметр d
2ср
после
УЗПД,мм
Δ=d
1ср
–d
2ср
, мм
1
45.06
45.05
0.01
2
45.33
45.32
0.01
3
45.21
45.2
0.01
4
44.68
44.58
0.1
5
46.43
46.3
0.11
6
45.14
45.01
0.13