













 144 / 530
144 / 530

Actual Problems in Machine Building. 2016. N 3
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
144
Из таблицы 2 следует, что изменение размера Δ происходит в пределах высоты
микронеровностей, полученных на предшествующем этапе обработки. Это явление
обусловлено тем, что при ударе деформатора о поверхность образца происходит смятие
микронеровностей, в результате чего происходит перераспределение материала в
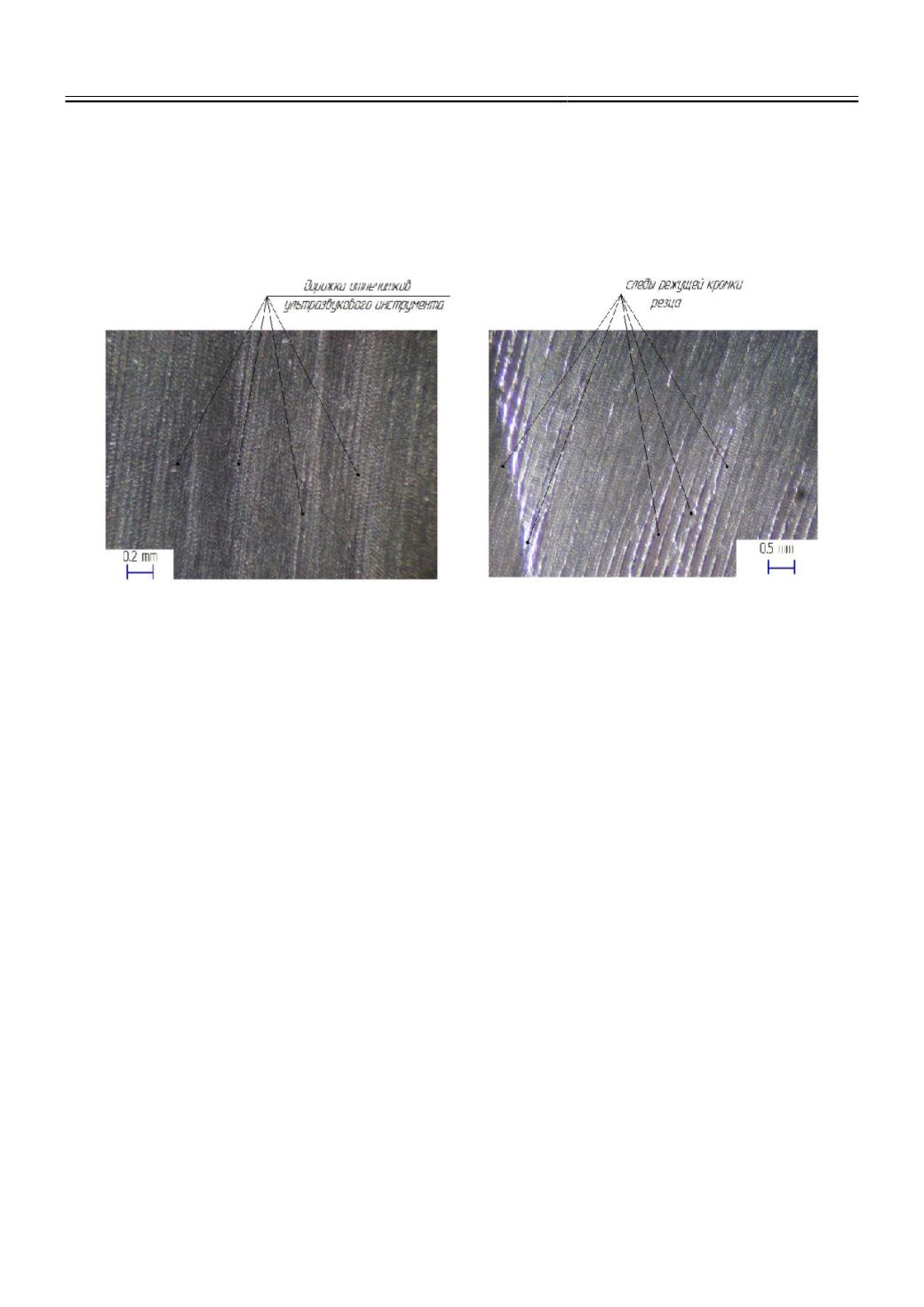
поверхностном слое. На рис. 4 представлены изображения поверхности детали после
обработки УЗПД.
а
)
б
)
Рис. 4.
Изображение поверхности детали после УЗПД
В первом случае (рис.4,
а
) назначены режимы, обеспечивающие получение полностью
нового регулярного микрорельефа, а во втором (рис.4,
б
) выбрано статическое усилие,
величина которого не обеспечивает внедрение инструмента на необходимую глубину. Это
привело к появлению на обработанной поверхности следов предшествующей обработки в
виде отдельных фрагментов канавок режущей кромки резца.
Выводы
В ходе проведенных исследований произведен подбор режимных параметров на этапе
получистовой токарной обработки с последующей обработкой УЗПД. Так, изменение
размера после УЗПД происходит в пределах высоты микронеровностей, которые были
получены при токарной обработке. Представлена взаимосвязь, в которой показано, что
технологическое наследование качества поверхности имеет место при назначении не
соответствующих режимов. В частности, недостаточное статическое усилие приводит к
появлению следов предшествующей обработки в виде канавок режущей кромки токарного
резца на обработанной поверхности детали (рис.4,
б
). Т.е. не происходит формирование
нового микрорельефа.
Список литературы
1.
Блюменштейн В.Ю
. Структурные модели технологического наследования //
Упрочняющие технологии и покрытия. – 2011. – № 1. – С. 23–31.