













 103 / 530
103 / 530

Актуальные проблемы в машиностроении. 2016. №3
Инновационные технологии
в машиностроении
____________________________________________________________________
103
а)
б)
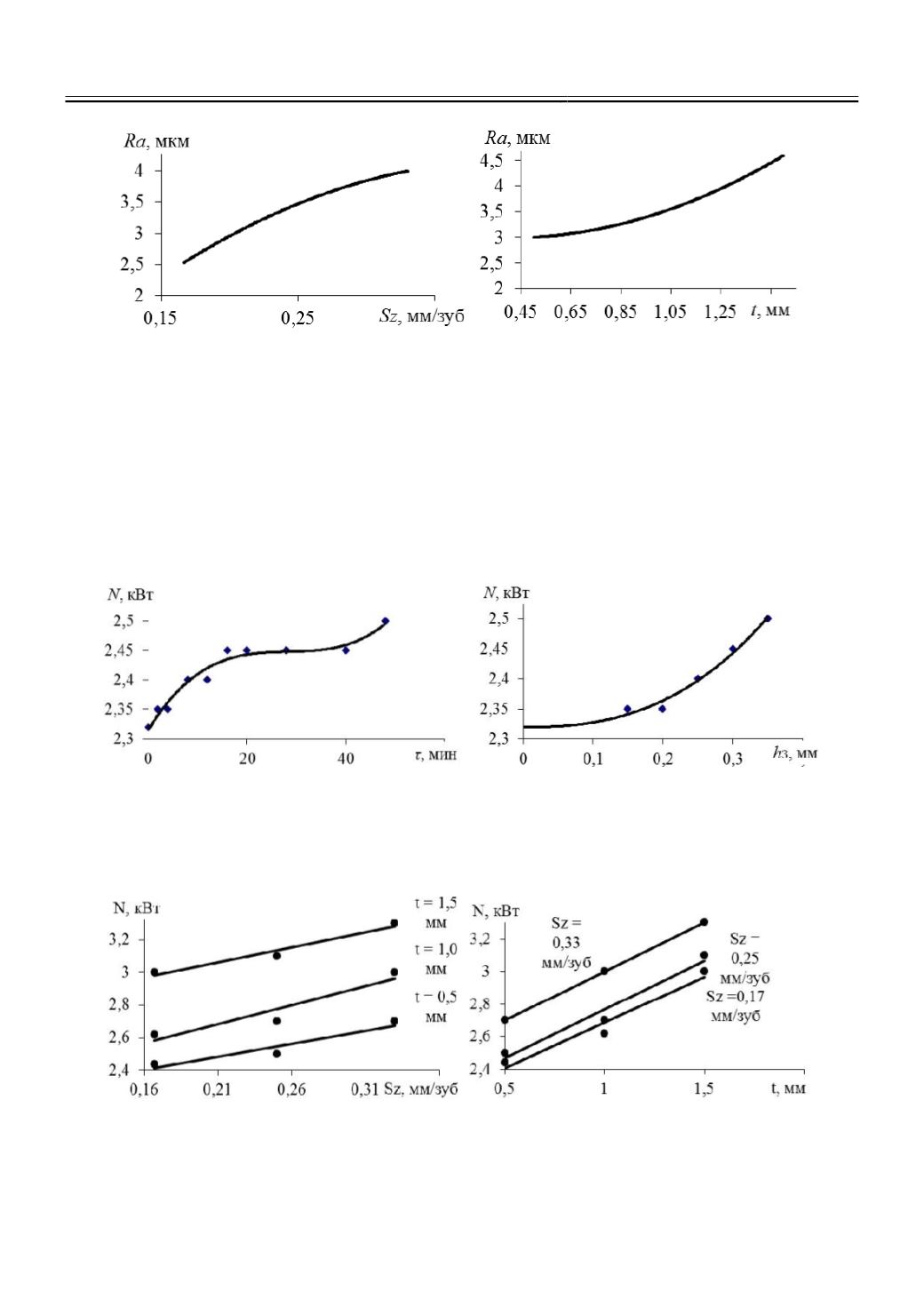
Рис. 2.
Зависимости шероховатости R
a
от: а) подачи на зуб при t = 1 мм; б) глубины резания
при S
z
= 0,25 мм/зуб
Мощность при фрезеровании стеклотекстолита в зависимости от роста фаски износа
h
з
по задней поверхности с 0,01 до 0,35 мм увеличилась на 0,15…0,18 кВт (рис. 3), что
свидетельствует о возрастании сил резания. Это объясняется тем, что при образовании фаски
износа по задней поверхности, связанной с износом режущего инструмента, увеличивается
сила трения, оказывающая сопротивление резанию. С течением времени обработки величина
износа растет и вызывает дополнительные затраты энергии для преодоления трения (рис. 4).
а)
б)
Рис. 3.
Зависимость мощности резания от времени обработки (а) и величины фаски износа по
задней поверхности инструмента (б)
а)
б)
Рис. 4.
Зависимость мощности резания от подачи на зуб инструмента (а)
и глубины резания (б)