
















 48 / 460
48 / 460

Actual Problems in Machine Building. 2015. N 2
Innovative Technologies
in Mechanical Engineering
____________________________________________________________________
48
В связи с этим целью настоящей работы является разработка надежных
математических зависимостей по расчету параметра шероховатости R
a
с использованием
сигнала термоЭДС из зоны резания в качестве диагностического признака отражающего
физико-механические свойства контактной пары «инструмент - деталь» [1].
Методика экспериментального исследования
Эксперименты по токарной обработке твердым сплавом коррозионностойких сталей
проводились в лаборатории кафедры «Автоматизация производственных процессов»
Волгоградского государственного технического университета. В экспериментах
использовались твердые сплавы титано-вольфрамо-кобальтовой (Т5К10, Т15К6) и
вольфрамо-кобальтовой (ВК6, ВК8) групп, а также твердый сплав Sandvik Coromant GC-
4225, обрабатывались коррозионностойкие стали мартенситного и мартенситно-ферритного
классов (20Х13, 14Х17Н2, ЭИ-961). В процессе точения проводились замеры шероховатости
поверхности
R
a
и сигнал термоЭДС предварительного пробного прохода, как интегральной
характеристики каждой сменной контактной пары [2].
Результаты и обсуждение
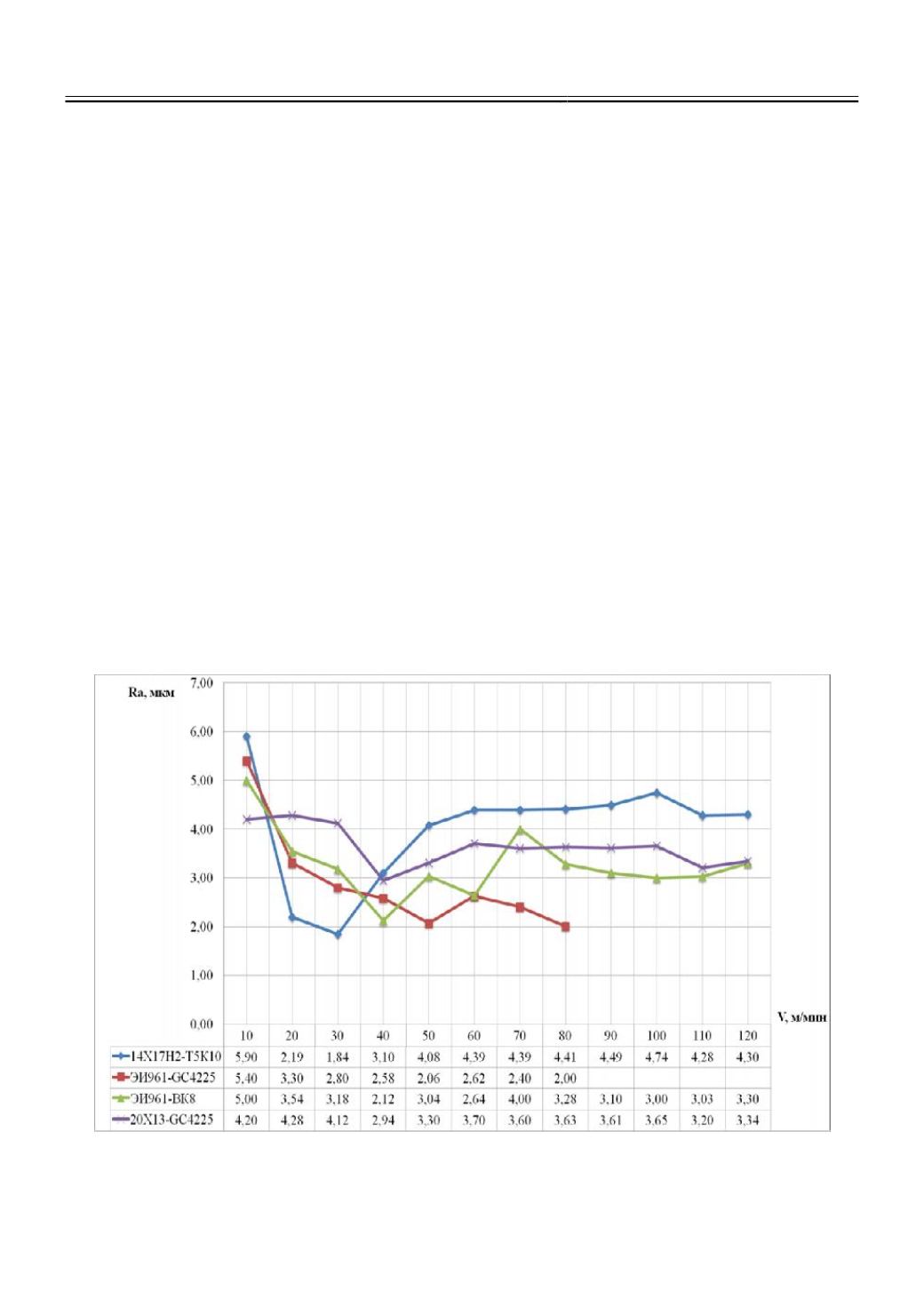
По итогам экспериментов было выявлено, что на скоростях резания
V
= 30-50 м/мин,
показатель шероховатости
R
a
достигал минимального значения, а с дальнейшим
увеличением скорости резания
V
> 40 м/мин, снова возрастал (рис. 1).
Рис. 1.
Изменение шероховатости поверхности при увеличении скорости резания