
















 292 / 460
292 / 460

Actual Problems in Machine Building. 2015. N 2
Technological Equipment, Machining
Attachments and Instruments
____________________________________________________________________
292
зании сварного шва. Сканирование образца №2 показало отсутствие отклонений амплитуды
сигнала в пределах сварного шва. Разрезание сварного шва образца №2 показало высокое
качество сварки.
Стыковка пластин без сварки
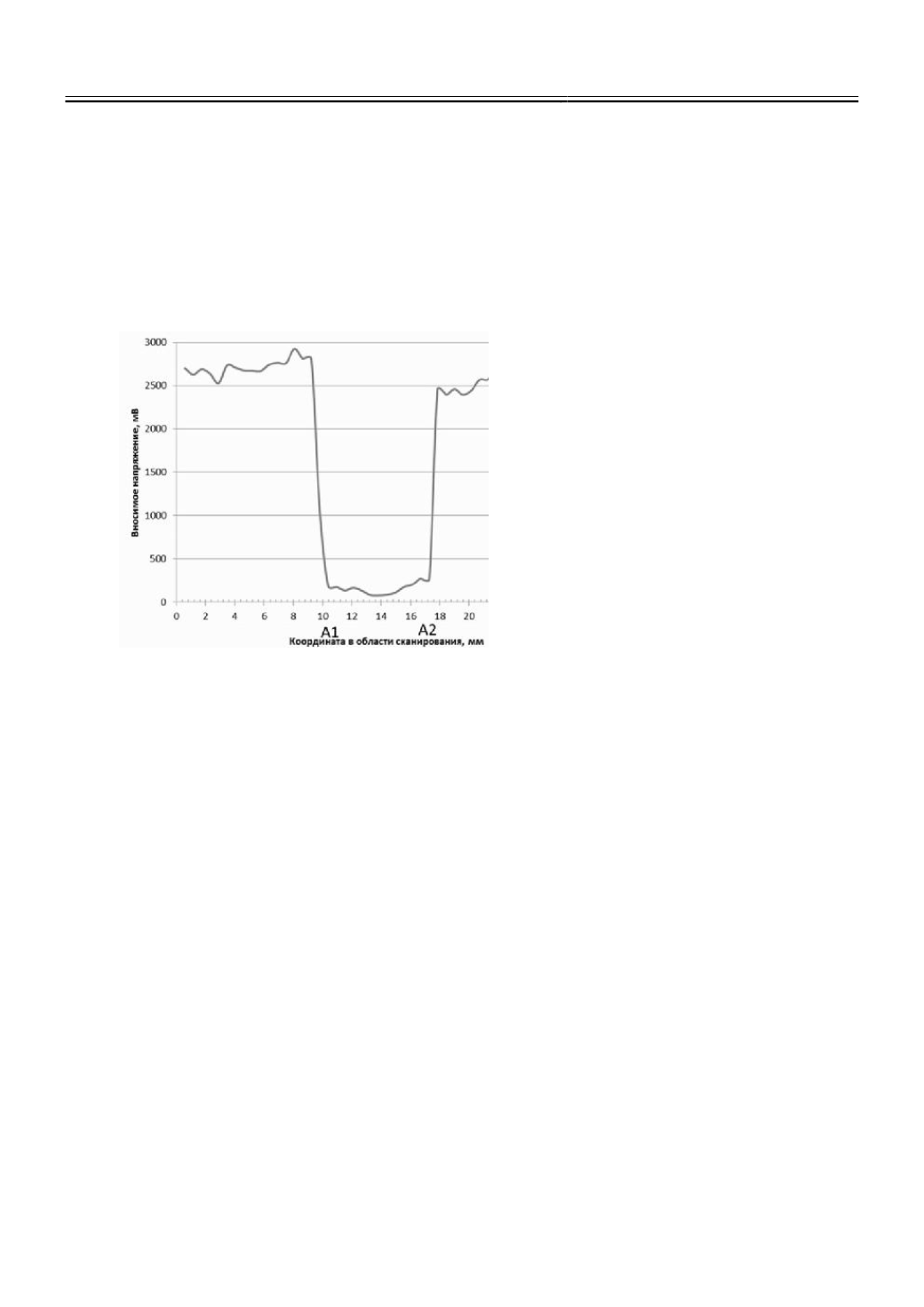
В целях моделирования подобного падения амплитуды был проведен дополнитель-
ный эксперимент. В данном эксперименте две титановые пластины одинаковой толщины
плотно состыковывались, после чего область стыка подвергалась сканированию. Результаты
эксперимента представлены на рис. 3.
В данном эксперименте была
получена зависимость, аналогичная
наблюдающейся на рис. 2а в области
сварного шва образца. Амплитуда
сигнала в области стыка изменялась
более чем на порядок по сравнению с
амплитудой сигнала от самих пла-
стин.
Выводы
Результаты проведенных экс-
периментов показали высокую эф-
фективность разработанного метода
для поиска дефектов в сварных швах
титановых пластин и оценки качества
сварки. Благодаря изменению ампли-
туды сигнала вихретокового преобра-
зователя в области сварного шва уда-
лось точно установить границы свар-
ного шва, а его низкое качество хо-
рошо заметно за счет резкого паде-
ния амплитуды сигнала. Аналогично,
зависимость, полученная в результате сканирования второго образца с высоким качеством
сварки, показала отсутствие существенных изменений амплитуды сигнала.
Таким образом анализ отклика вихретокового преобразователя возможно использо-
ваться для оценки качества проведенной сварки.
Незначительные изменения отклика вихретокового преобразователя отражают рас-
пределение поверхностных трещин сварного шва, что может быть использовано для оценки
степени износа сварного шва, подвергающегося нагрузкам.
В заключении отметим, что разработанный метод позволяет анализировать и сварные
швы и между другими проводящими материалами (например, дюралюминий, сплавы систе-
мы алюминий-магний, алюминий-никель и другие), которые широко применяются в совре-
менной промышленности.
Cписок литературы
1. Дмитриев С.Ф., Лященко Д.Н., Ишков А.В., Новоженов А.В. Особенности реализа-
ции аппаратной части виртуализированных измерительных приборов в методе вихревых то-
ков // Ползуновский вестник. – 2010. – № 2. – C. 45-51.
Рис. 3.
Величина напряжения на измерительную об-
мотку преобразователя при сканировании в области
стыка двух пластин. Частота сканирования – 1600 Гц.
Через А1 – А2 обозначены границы области, в которой
наличие стыка оказывает влияние на вносимое напря-
жение